Установка с бесконечно вращающимся сварочным инструментом для автоматической наплавки на поверхностях неподвижных детялях и узлах горнопроходческой техники
УСН 80-1000 GMAW
Установка для автоматической наплавки цилиндрических поверхностей модели УСН 80-1000 GMAW предназначена для автоматической наплавки расположенных вертикально внутренних и наружных цилиндрических поверхностей деталей горнопроходческой техники.
Процесс наплавки – автоматический плавящимся электродом в среде защитных газов (GMAW-процесс).
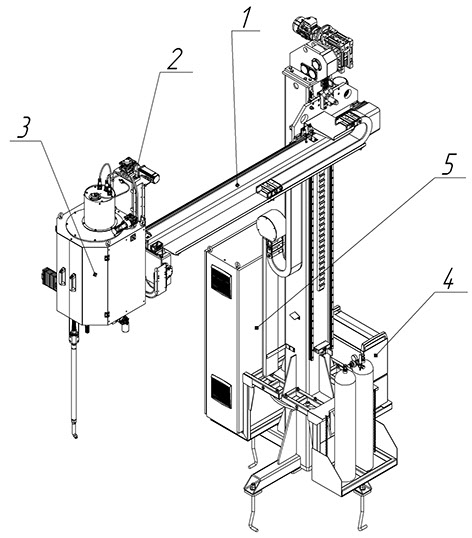
Состав
1. Колонна с выдвижной консолью,
2. Система позиционирования наплавочной головки
3. Подвесная наплавочная головка
4. Источник питания сварочной дуги
5. Система управления
Характеристики наплавляемых изделий
|
– Диаметр наплавляемой поверхности, мм |
80-1000 |
|
– Высота наплавляемой поверхности, мм |
300 |
|
– Глубина расположения наплавляемой поверхности от торца детали, мм |
до 1000 |
|
– Тип наплавленного металла |
низкоуглеродистые низколегированные стали, нержавеющие стали аустенитного класса и др. |
|
– Материал изделий |
сталь |
Технические характеристики установки
|
– Величина вертикального перемещения консоли колонны, мм |
2000 |
|
|
– Величина горизонтального перемещения консоли колонны, мм |
1950 |
|
|
– Маршевая скорость вертикального перемещения консоли колонны, мм/мин |
800 |
|
|
– Маршевая скорость горизонтального перемещения консоли колонны, мм/мин |
1000 |
|
|
– Угол поворота консоли колонны |
±90° |
|
|
– Величина вертикального перемещения головки, мм |
680 |
|
|
– Величина горизонтального перемещения головки, мм |
415 |
|
|
– Маршевая скорость вертикального перемещения головки, мм/мин |
1000 |
|
|
– Маршевая скорость горизонтального перемещения головки, мм/мин |
500 |
|
|
– Частота вращения головки, об/мин |
0,035...5,3 |
|
|
– Величина горизонтального перемещения механизма задания радиуса наплавки, мм |
545 |
|
|
– Маршевая скорость горизонтального перемещения механизма задания радиуса наплавки, мм/мин |
500 |
|
|
– Номинальный сварочный ток источника питания сварочной дуги, А (при ПВ-100%) |
300 |
|
|
– Номинальный сварочный ток источника питания сварочной дуги, А (при ПВ-60%) |
350 |
|
|
– Диапазон регулирования сварочного тока источника питания сварочной дуги, А |
5...350 |
|
|
– Напряжение холостого хода источника питания сварочной дуги, В |
80 |
|
|
– Диаметр электродной проволоки, мм |
1,0...1,2 |
|
|
– Скорость подачи электродной проволоки, м/мин |
0,5...24 |
|
|
– Номинальный сварочный ток сварочной горелки, А (при ПВ-100%) |
350 |
|
|
– Способ защиты дуги |
смесь газов на основе аргона (80-82%Ar+ +20-18%CO2) |
|
|
– Ток питающей сети: |
|
|
|
|
напряжение, В |
380 |
|
|
частота, Гц |
50 |
|
– Максимальная потребляемая мощность, кВА, не более |
36 |
|
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0057)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а