Установки для автоматической сварки соединений трубных шаровых кранов DN 15-300
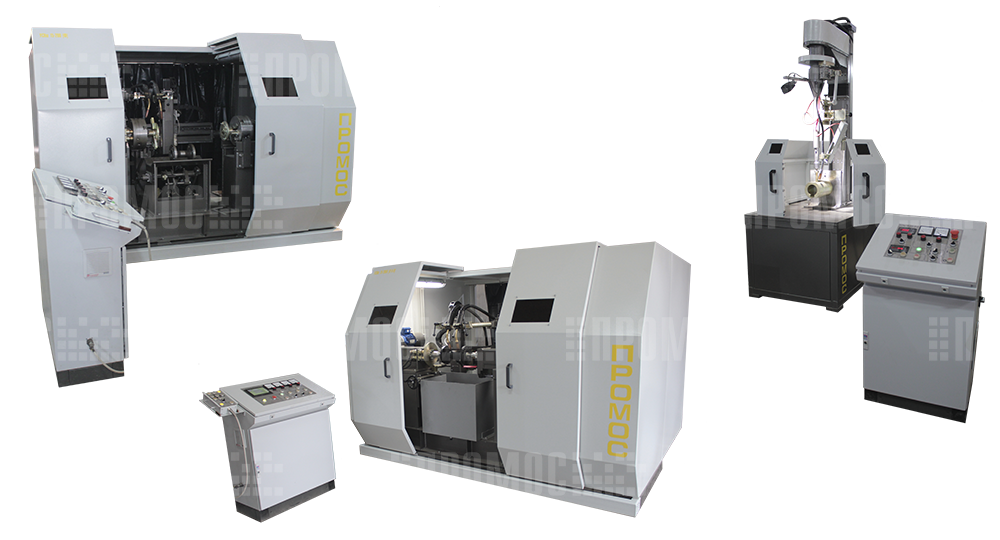
УСН 15-300(в-к)
УСН 15-300(п-к-п)
УСН 15-300(ф)
Предназначены для автоматической сварки кольцевых швов шаровых кранов условным проходом DN 15-300:
- УСН 15-300(п-к-п) - патрубок-корпус-патрубок;
- УСН 15-300(в-к) - втулка штока-корпус;
- УСН 15-300(ф) - фланцев к патрубкам,
Одной или одновременно двумя сварочными горелками, а также для выполнения кольцевых швов на различных деталях и узлах, параметры которых не превышают возможности установки.
Установка специально создана для заводов- изготовителей трубопроводной арматуры.Для крупносерийного производства шаровых кранов.
Процесс сварки/наплавки - плавящимся электродом в среде защитных газов (GMAW-процесс) или неплавящимся электродом в среде защитных газов (GTAW -процесс).
УСН 15-300 (п-к-п)
Состав
1. Несущая рама;
2. Передняя приводная опора вращения;
3. Задняя холостая опора вращения с гидроприводом осевого пождима свариваемой сборки с регулируемым усилием;
4. Сварочные горелки с цифровыми приводами перемещения вдоль оси центров (электропривод), поперек оси центров (пневмопривод) и по вертикали (электропривод)-2 шт;
5. Комплект сварочного оборудования производства EWM Hightec Welding Gmbh (Германия) со стандартным и импульсным режимом работы - 2 шт;
6. Система жидкостного охлаждения свариваемых объектов;
7. Комплект сменного сварочного инструмента;
8. Комплект сменных сборочно-установочных приспособлений;
9. Стационарный пульт-шкаф с ЖК-панелью оператора;
10. Защитное ограждение со смотровым экраном.
Особенности
Цикл сварки выполняется в автоматическом режиме без участия оператора.
Цикл сварки включачет:
-осевой зажим сборки предустановленным усилием сжатия;
-выход сварочных горелок из точки парковки в точку старта;
-автоматическая сварка кольцевых швов приварки патрубков к корпусу шаровых кранов;
-отжим гидропиноли;
-возврат сварочных горелок из точки старта в точку парковки;
-перемещение сваренной сборки в емкость для охлаждения;
-перемещение сваренной сборки в положение, удобное для снятия.
Система управления на базе программируемого логического контроллера.
ЖК-панель оператора для формирования программ сварки и назначения сервисных функций.
Изолированная со всех сторон рабочая зона горения дуги, сдвижной экран со смотровым окном по принципу обрабатывающих центров.
Сварочное оборудование с широкими функциональными возможностями и наличие сварочных горелок оригинальной конструкции позволяет выполнять швы малого диаметра в труднодоступных местах.
Минимальные требования к квалификации персонала.
Конструкция установки, не требует подготовки фундаментального основания.
Высокая производительность за счет наличия двух одновременно работающих сварочных горелок, высокая повторяемость результатов сварки без необходимости дополнительной подстройки параметров за счет программируемого автоматического сварочного цикла.
Возможность выполнения многопроходной сварки в несколько проходов, отличающихся скоростью вращения наплавляемого объекта, режимами горения сварочной дуги.
Высокая надежность и длительный срок службы оборудования за счет применения в конструкции станочных элементов-линейных опор качения, шариковинтовых пар, гофрозащиты.
Высокая помехозащищенность системы управления.
Запуск в эхксплуатацию с отработкой технологии наплавки/сварки конкретных объектов без дополнительной оплаты.
УСН 15-300(в-к)
Состав
1. Несущая рама;
2. Рабочий стол;
3. Стойка с пневмоприводом подъема/опускания центратора и сварочной горелки, механизмом вращения сварочной горелки вокруг вертикальной оси;
4. Сварочная горелка с механизмами юстировочных перемещений по вертикали и горизонтали;
5. Комплект сварочного оборудования производства EWM Hightec Welding Gmbh (Германия) с со стандартным и импульсным режимом работы;
6. Комплект сменного сварочного инструмента;
7. Комплект сменных сборочно-установочных приспособлений;
8. Стационарный пульт-шкаф управления с ЖК-панелью оператора;
9. Защитная штора.
Особенности
Цикл сварки выполняется в автоматическом режиме без участия оператора.
Цикл сварки включает:
-подждим пневмоцентратора;
-выход сварочной горелки из точки парковки в точку старта;
-автоматическая сварка седловидного шва приварки втулки штока к корпусу шарового крана;
-отжим пневмоцентратора и возврат сварочной горелки из точки старта в точку парковки.
Изолированная со всех сторон рабочая зона горения дуги.
Сварочное оборудование с широкими функциональными возможностями.
Минимальные требования к квалификации персонала.
Конструкция установки не требует подготовки фундаментного основания.
Высокая повторяемость результатов сварки без необходимости дополнительной подстройки параметров за счет программируемого автоматического сварочного цикла.
Высокая надежность и длительный срок службы оборудования за счет применения в конструкции станочных элементов-линейных опор качения, шариковинтовых пар, гофрозащиты.
Высокая помехозащищенность системы управления.
Запуск в эксплуатацию с отработкй технологии наплавки/сварки конкретных объектов без дополнительной оплаты.
УСН 15-300(ф)
Состав
1. Несущая рама;
2. Передняя приводная опора вращения;
3. Задняя холостая опора вращения с пневмоприводом осевого поджима свариваемой сборки;
4. Сварочные горелки с цифровыми приводами перемещения горелок вдоль оси центров(электропривод), поперек оси центров(пневмопривод) и по вертикали(электропривод)
-2 шт;
5. Комплект сварочного оборудования производства EWM Hightec Welding Gmbh (Германия) с со стандартным и импульсным режимом работы-2 шт;
6. Комплект сменного сварочного инструмента;
7. Комплект сменных сборочно-установочных приспособлений;
8. Стационарный пульт-шкаф управления с ЖК-панелью оператора;
9. Защитное ограждение со смотровым экраном.
Особенности
Цикл сварки выполняется в автоматическом режиме без участия оператора.
Цикл сварки включает:
-осевой зажим сборки;
-выход сварочных горелок из точки парковки в точку старта;
-автоматическая сварка кольцевых швов приварки фланцев к патрубкам шаровых кранов;
-отжим пневмопиноли;
-возврат сварочных горелок из точки старта в точку парковки.
Система управления на базе программируемого логического контроллера.
ЖК-панель оператора для формирования программ сварки и назначения сервисных функций.
Изолированная со всех сторон рабочая зона горения дуги, сдвижной экран со смотровым окном по принципу обрабатывающих центров.
Сварочное оборудование с широкими функциональными возможностями и наличие сварочных горелок оригинальной конструкции позволяет выполнять швы малого диаметра с разделкой кромок значительной толщины в труднодоступных местах запорной арматуры.
Минимальные требования к квалификации персонала.
Конструкция установки не требует подготовки фундаментального основания.
Высокая производительность за счет наличия двух одновременно работающих сварочных горелок, высокая повторяемость результатов сварки без необходимости дополнительной подстройки параметров за счет программируемого автоматического сварочного цикла.
Возможность выполнения многопроходной сварки в несколько проходов, отличающихся скоростью вращения наплавляемого объекта, режимами горения сварочной дуги.
Высокая надежность и длительный срок службы оборудования за счет применения в конструкции станочнных элементов-линейных опор качения, шариковинтовых пар, гофрозащиты.
Высокая помехозащищенность системы управления.
Запуск в эксплуатацию с отработкой технологии наплавки/сварки конкретных объектов без дополнительной оплаты.

|
Параметр |
УСН 15-300 (п-к-п) |
УСН 15-300(в-к)
|
УСН 15-300(ф) |
|
-условный проход свариваемых кранов шаровых, DN |
15-300 |
||
|
-питающая сеть |
380В,50Гц. |
||
|
-установленная мощность, не более |
20кВт. |
10кВт |
20кВт |
|
-наибольшая масса свариваемой сборки |
200кг |
200кг |
200кг |
|
-диаметр свариваемых кольцевых шов |
10-400мм |
10-400мм |
10-400мм |
|
-длина свариваемой сборки |
до500мм |
до500мм |
до500мм |
|
-наибольший радиус описываемой окружности при вращении свариваемой сборки |
250мм |
-- |
250мм |
|
-режим выполнения сварки |
автоматический по заданной программе |
||
|
-диаметр электродной проволоки: |
0.8-1.2мм |
1.2-2.0мм |
0.8-1.2мм |
|
-тип и параметры источника питания сварочной дуги |
инверторный, стандартный и импульсный режим работы, Iн=240А при ПВ-100%, диапазон регулирования Iн=5-330А |
||
|
-максимальный крутящий момент на шпинделе передней бабки |
250Нм |
-- |
250Нм |
|
-режим работы установки |
многосменный |
||
|
-число обслуживающего персонала |
один |
||
|
-давление сжатого воздуха на входе в установку |
0.6-1.0МПа |
||
|
-способ сварки |
GMAW/GTAW |
||
|
-способ перемещения сварочных горелок |
электропривод/ пневмопривод |
пневмопривод |
электропривод/ пневмопривод |
|
-способ поджима свариваемой сборки в осевом направлении |
гидроцилиндр |
пневмоцилиндр |
пневмоцилиндр |
|
-частота вращения свариваемой сборки/сварочной горелки, об/мин |
0,05-7,0 |
0.02-16.0 |
0.05-7.0 |
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0037, 0038, 0039)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie