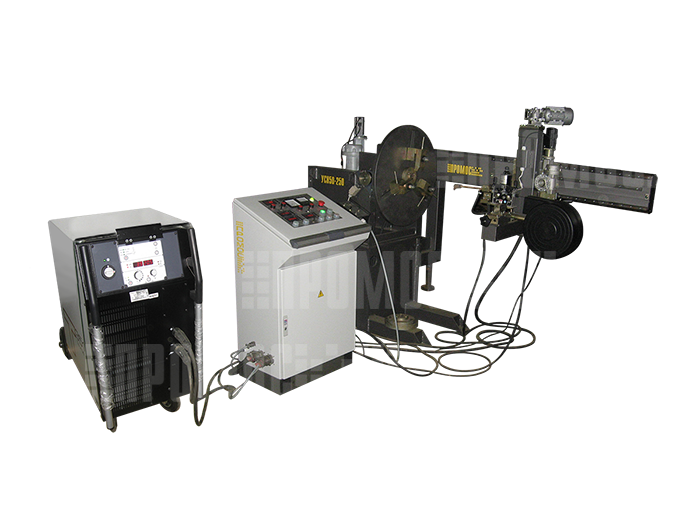
Установка для вварки седел, стаканов в корпус задвижек DN 50-600
Установки предназначены для выполнения операций вварки стаканов, седел в корпус задвижек общепромышленного, нефтехимического и энергетического назначения.
Установки специально созданы для заводов-изготовителей трубопроводной арматуры.
Процесс сварки - плавящимся электродом в среде защитных газов (MIG-процесс) или неплавящимся электродом в инертном газе с подогретой присадочной проволокой (TIGHOTWIRE-process) на стандартном и импульсном режиме работы сварочной системы источник питания сварочной дуги - подающий механизм с функцией автоматической стабилизации длины дугового промежутка (AVC).
Состав
1. Несущая рама
2. Механизм наклона планшайбы
3. Механизм вращения планшайбы
4. Горизонтальная консольная балка перемещения сварочной головки
5. Самоходная сварочная головка
6. Стационарный пульт-шкаф управления, пульт дистанционного управления
7. Сварочное оборудование производства EWMHightecWeldingGmbh (Германия)
8. Комплект водоохлаждаемого сварочного инструмента
9. Комплект ЗИП.
Особенности
- наличие в составе установки механизма наклона планшайбы позволяет производить подготовительно-заключительные операции при горизонтально удобно расположенной планшайбе и позиционировать изделие в оптимальное для сварки положение с горизонтальной или наклонной осью вращения.
- наличие цифровой индикации и возможности обнуления показаний величины горизонтального перемещения сварочной горелки позволяет точно позиционировать сварочный инструмент относительно сварного шва внутри изделия без визуального контроля со стороны оператора, что особенно востребовано при обработке корпусов малых условных проходов и значительной строительной длиной арматуры.
- наличие в составе сварочной головки механизма поперечных колебаний и механизма вертикального перемещения горелки с функцией стабилизации длины дугового промежутка (AVC) делает возможным выполнение многопроходных сварных соединений с разделкой кромок в корпусах, имеющих радиальное биение, в автоматическом режиме с обеспечением заданной геометрии сварного шва.
- сварочный инструмент компактной конструкции позволяет выполнять качественную сварку в корпусах с условным проходом от DN50.
- стопроцентная повторяемость результатов наплавки без необходимости дополнительной подстройки параметров за счет программируемого автоматического цикла наплавки.
- широкие функциональные возможности выбора режима работы сварочного оборудования (импульсный режим, технология forceArc, ActivArc, SuperPuls и др.) позволяет сваривать, в том числе, и нержавеющие стали и сплавы, достигать высоких механических свойств сварного соединения и полное отсутствие брызг.
- установка обеспечивает выполнение требований к технологии, методам, способам сварки и применяемым сварочным материалам, изложенным в отраслевых стандартах, в том числе ПНАЭГ-7-009-89 «Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения».
- минимальные требования к квалификации персонала.
УСН 50-600 GMAW/GTAW
|
Модель |
УСН 50-300MIG/ УСН 50-300TIG HW |
УСН 200-600MIG/ УСН 200-600TIG HW |
|
Диапазон условного прохода свариваемой арматуры, DN,мм |
50-300 |
100-600 |
|
Длина свариваемых сборок, мм |
до 800* |
до1400* |
|
Наибольшая масса свариваемой сборки, кг |
500* |
4000* |
|
Минимальный диаметр внутренней цилиндрической поверхности магистрального патрубка арматуры, мм |
50 |
100* |
|
Глубина размещения сварных швов внутри цилиндрических отверстий, мм |
до 400* |
до 600* |
|
Электропитание, В, Гц |
380,50 |
380,50 |
|
Потребляемая мощность, кВт, не более |
25 |
35 |
|
Номинальный ток наплавки при ПВ-100%, А |
350* |
420* |
|
Пределы регулирования тока подогрева проволоки, А |
-/5-250А |
-/5-250А |
|
Пределы регулирования тока наплавки, А |
5-350* |
5-550* |
|
Диаметр электродной/присадочной проволоки, мм |
1.0…1.2/1.2…2.0* |
1.2…1.6/1.6…2.0* |
|
Скорость подачи электродной/присадочной проволоки, м/мин |
0.5-24/0.3-10 |
0.5-24/0.3-10 |
|
Размах поперечных колебаний электрода, мм |
0±25 |
0±25
|
|
Скорость поперечных колебаний электрода, м/час |
0-200 |
0-200 |
|
Скорость вращения планшайбы, об/мин |
0.05-5.0 |
0.015-1.0 |
|
Диаметр планшайбы, мм |
650* |
1200* |
|
Грузоподъемность стола, кг |
1000* |
5000* |
|
Наибольший крутящий момент на оси вращения, Нм |
500* |
7500* |
|
Наибольший крутящий момент относительно опорной плоскости планшайбы, Нм |
2000* |
35000* |
|
Угол наклона планшайбы от горизонтального положения, град |
90 |
120 |
*-параметры могут быть изменены по желанию Заказчика.
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0002)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie