Установка для приварки патрубков к клапанам запорным
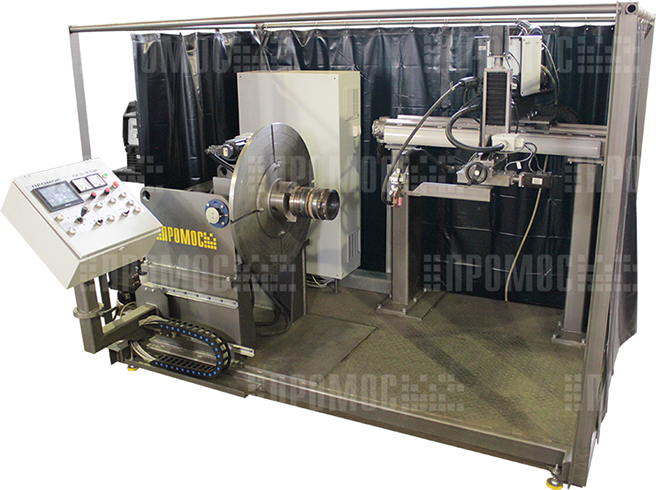
УСН 20-100 GTAW
Установка УСН 20-100 GTAW предназначена для автоматической приварки кольцевым швом патрубков к корпусу клапанов запорных.
Способ сварки – неплавящимся электродом с присадочной подогреваемой проволокой в среде аргона или смесях на основе аргона с автоматическим режимом заполнения разделки и наложением облицовочного валика.
Свариваемые материалы – стали.
Сварные соединения – односторонние, замковые, на конструктивной остающейся подкладке с последующим удалением места конструктивного непровара механическим способом с внутренней стороны (обратной разделке).
Состав
1. Каркас
2. Вращатель ВС-0,5
3. Двухопорная горизонтальная направляющая
4. Головка сварочная
5. Пульт управления
6. Шкаф электрический
7. Источник питания сварочной дуги
8. Инверторный источник подогрева присадочной проволоки
9. Устройство подачи присадочной проволоки
|
Наибольшая грузоподъемность вращателя, кг |
500 |
|
Наибольший крутящий момент на оси вращения, Н×м |
750 |
|
Наибольший крутящий момент относительно опорной плоскости планшайбы вращателя, Н×м |
750 |
|
Диапазон условных проходов клапанов запорных, DN |
20 ÷ 100 |
|
Толщина деталей в месте сварки, мм, не более |
25 |
|
Наибольший радиус описываемой окружности при вращении свариваемой сборки вокруг горизонтальной оси при совмещении ее с осью привариваемого патрубка, мм |
500 |
|
Частота вращения планшайбы вращателя, об/мин |
0,06 ÷ 13 |
|
Наибольший угол наклона планшайбы, град |
90 |
|
Величина горизонтального перемещения сварочной головки вдоль оси центров, мм |
850 |
|
Величина горизонтального перемещения сварочной головки в поперечном направлении относительно оси центров, мм |
±50 |
|
Величина вертикального перемещения сварочной головки, мм |
220 |
|
Размах поперечных колебаний электрода, мм |
±25 |
|
Скорость поперечных колебаний, м/час |
0 ÷ 200 |
|
Скорость подачи электродной проволоки, м/час |
18 ÷ 600 |
|
Диаметр электродной проволоки, мм |
1,2 ÷ 1,6 |
|
Номинальный сварочный ток, А при ПВ=100% |
350 |
|
Диапазон регулирования сварочного тока, А |
5 ÷ 350 |
|
Диапазон регулирования тока подогрева проволоки, А |
5 ÷ 270 |
|
Ток питающей сети: Род напряжение, В частота, Гц |
Переменный 380 50 |
|
Максимальная потребляемая мощность, кВА, не более |
25 |
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0019)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie