Установка для наплавки уплотнительных поверхностей деталей трубопроводной арматуры атомно-энергетического назначения
УСН 50-1000 SAW/GMAW
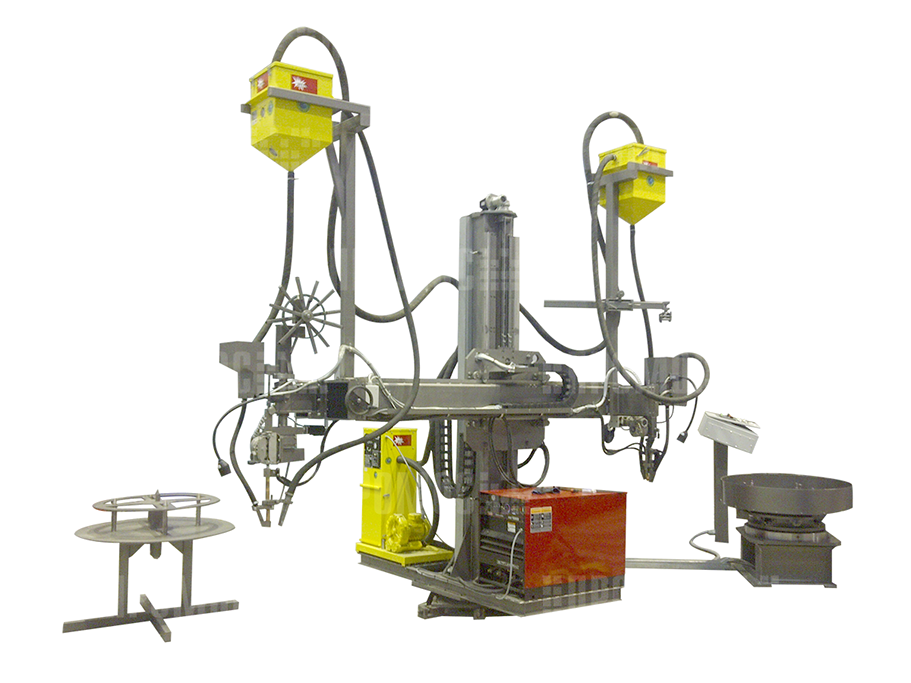
Установка УСН 50-1000 SAW/GMAW предназначена для одно- и многослойной автоматической наплавки кольцевых и прямолинейных поверхностей деталей трубопроводной арматуры общепромышленного и атомно-энергетического назначения с использованием в качестве электродного материала цельнотянутой, порошковой проволоки и ленты.
Состав
1. Сварочная колонна КВК 1,5х1,5Б1 в поворотном исполнении;
2.Поворотный стол ПС-2, грузоподъемностью 2 т;
3.Трехкоординатное установочное приспособление для обрабатываемых деталей;
4.Подвесная головка для автоматической наплавки под слоем флюса стержневым электродом с поперечными колебаниями электрода;
5.Подвесная головка для автоматической наплавки под слоем флюса ленточным электродом;
6.Напольный ленточный разматыватель ленты;
7.Система управления на базе ПЛК;
8.Флюсоаппаратура рециркуляционного типа ПФР-3000 на базе насосно-вакуумной установки;
9.Источник питания сварочной дуги Idealarc DC-1000 (Lincoln Electric).
Особенности
Возможность наплавки уплотнительных поверхностей трубопроводной арматуры по одному из следующих алгоритмов:
- одно и многослойная наплавка круговыми валиками с поперечными колебаниями электрода и без, с автоматическим подскоком между слоями, с возможностью предустановки скорости вращения, параметров колебаний (амплитуды, скорости, временных задержек в крайних точках амплитуды), угла поворота детали, количества слоев, величины подскока электрода между слоями с выполнением функции автоматического останова;
- одно и многослойная наплавка круговыми валиками без поперечных колебаний электрода с автоматическим отшагиванием каждого валика в горизонтальном направлении, с возможностью предустановки угла поворота детали, скорости вращения, размера и скорости отшагивания, количества отшагиваний, величины подскока электрода между слоями, количества слоев с выполнением функции автоматического останова;
- наплавка прямолинейными одиночными валиками вдоль направления горизонтального перемещения консоли колонны при неподвижной наплавляемой детали с поперечными колебаниями электрода или без, с возможностью предустановки линейной скорости наплавки (скорости горизонтального перемещения консоли колонны), параметров колебаний (амплитуды, скорости, временных задержек в крайних точках амплитуды), дистанции наплавки с выполнением функции автоматического останова;
- конструкция комплекса предполагает нагрев наплавляемых изделий до и во время наплавки до температуры 600°С без ухудшения эксплуатационных и функциональных свойств оборудования;
- возможность применения сварочных материалов российского и зарубежного производства;
- возможность комплектации комплекса универсальной головкой для автоматической наплавки электродной проволокой (под слоем флюса+плавящимся электродом в среде защитных газов SAW+GMAW).
|
– Масса (не более), кг |
2000 |
|
– Наибольшая высота наплавляемых изделий от опорной поверхности поворотного стола с учетом установочного приспособления (не более), мм |
1000 |
|
– Длина наплавляемых прямолинейных поверхностей (не более), мм |
1300 |
|
– Наибольший радиус описываемой окружности деталей при вращении вокруг вертикальной оси, мм |
1000 |
|
– Диаметр наплавляемых круговых поверхностей, мм |
50 ÷ 1000 |
|
– Наибольшая грузоподъемность поворотного стола, кг |
2000 |
|
–Угол наклона опорной плоскости плиты установочного приспособления от горизонтального положения, град |
0, 3, 5, 6 ,10 |
|
–Диаметр рабочей плиты установочного приспособления, мм |
1500 |
|
– Величина горизонтального перемещения наплавочных головок, мм |
1500 |
|
– Величина вертикального перемещения наплавочных головок, мм |
1500 |
|
– Характеристика сварочных материалов, мм: диаметр цельнотянутой и порошковой проволоки порошковая лента (ширина)/цельнотянутая лента (ширина) |
2,0÷3,6 16(18) ≤60 |
|
– Номинальный сварочный ток, А при ПВ=100% |
1000 |
|
– Диапазон регулирования сварочного тока, А |
150 ÷ 1300 |
|
– Ток питающей сети: род напряжение, В частота, Гц |
переменный 380 50 |
|
– Потребляемая мощность источника питания, кВА, не более |
36 |
|
– Максимальная потребляемая мощность, кВА, не более |
50 |
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0022)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie