Установка для наплавки посадочных мест роторов и крышек электродвигателей
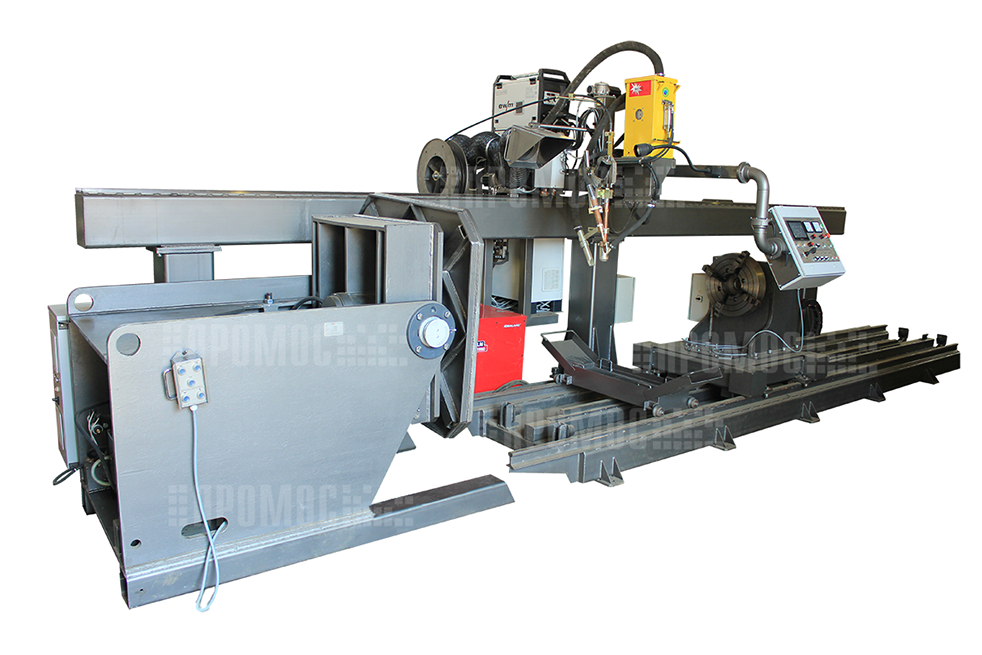
УСН 700-6000 Гф
Установка предназначена для:
– автоматической наплавки под слоем флюса цилиндрических поверхностей роторов электродвигателей и других тел вращения в горизонтальном положении с поперечными колебаниями и без, с автоматическим отшагиванием валиков, цельнотянутой и порошковой проволокой;
– автоматической наплавки в смеси защитных газов внутренних цилиндрических поверхностей крышек корпусов электродвигателей в вертикальной плоскости с автоматическим отшагиванием валиков снизу-вверх.
Состав
1. Вращатель ВС-6
2. Рама-основание
3. Задняя холостая опора вращения
4. Стойка
5. Балка
6. Самоходная тележка
7. Головка наплавочная АГ-1Ф
8. Головка наплавочная АГ-2Г
9. Передвижная площадка оператора
10. Система рециркуляции флюса ПФР-1500
11. Источник питания сварочной дуги для сварки под слоем флюса
12. Источник питания сварочной дуги для сварки в смеси защитных газов
13. Система управления на базе ПЛК
14. Комплект сменных и запасных частей
|
– Максимальная масса наплавляемого ротора, кг (при двухопорном размещении) |
12500 |
|
– Наибольшая длина наплавляемого ротора, мм |
6000 |
|
– Наибольший диаметр наплавляемого ротора, мм |
1400 |
|
– Диаметры наплавляемых цилиндрических поверхностей роторов, мм |
50÷240 |
|
– Максимальная масса наплавляемой крышки, кг |
600 |
|
– Максимальная толщина крышек, мм |
200 |
|
– Наибольший диаметр наплавляемых крышек, мм |
1200 |
|
– Максимальный диаметр наплавляемой внутренней цилиндрической поверхности, мм |
360 |
|
–Наибольшая грузоподъемность вращателя, кг |
6000 |
|
–Наибольший момент на оси вращения, Нм |
700 |
|
–Наибольший момент относительно опорной плоскости планшайбы, Нм |
30000 |
|
– Величина горизонтального перемещения задней опоры, мм |
4600 |
|
– Размах поперечных колебаний электрода, мм |
±25 |
|
– Скорость поперечных колебаний, м/час |
0 ÷ 200 |
|
– Диаметр электродной проволоки, мм |
|
|
при наплавке в среде защитных газов |
1,0 ÷ 1,6 |
|
при наплавке под флюсом |
2,0; 3,0; 3,2 |
|
– Номинальный сварочный ток, А при ПВ=100% |
|
|
Источника питания сварочной дуги для сварки под флюсом |
600 |
|
Источника питания сварочной дуги для сварки в смеси защитных газов |
250 |
|
– Диапазон регулирования сварочного тока, А |
|
| Источника питания сварочной дуги для сварки под флюсом |
70 ÷ 780 |
|
Источника питания сварочной дуги для сварки в смеси защитных газов |
5÷350 |
|
– Способ защиты дуги |
смесь газов на основе аргона или флюс |
|
– Ток питающей сети: Род напряжение, В частота, Гц |
Переменный 380 50 |
|
– Максимальная потребляемая мощность, кВА, не более |
40 |
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0023)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie