Установка для наплавки корпусов клапанов запорных DN 10-200 в автоматическом режиме
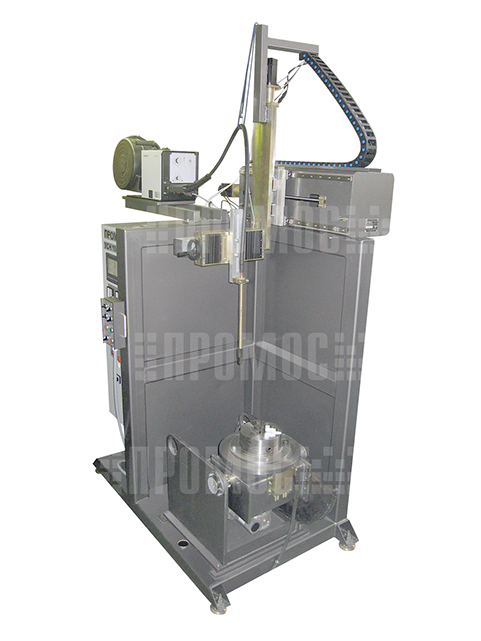
УСН 10-200А
Установка предназначена для наплавки седел корпусов клапанов запорных энергетического и общепромышленного назначения условным проходом DN 10-200.
Производит наплавку поверхностей вращения в нижнем положении, расположенных в труднодоступных местах, цилиндрических внутренних и наружных поверхностей в вертикальном положении, а также сварку кольцевых швов на различных деталях и узлах, массогабаритные характеристики которых не выходят за возможности установки.
Процесс сварки/наплавки - плавящимся электродом в среде защитных газов (MIG-процесс) или неплавящимся электродом в среде аргона (TIG-процесс).
Состав
1. Несущая рама.
2. Вращатель с наклонной планшайбой.
3. Механизм горизонтального перемещения сварочного инструмента по оси Х
4. Механизм вертикального перемещения сварочного инструмента по оси Z
5. Механизм горизонтального перемещения сварочного инструмента по оси Y
6. Механизм поперечных колебаний сварочного инструмента вдоль оси X.
7. Навесной пульт-шкаф управления, пульт дистанционного управления.
8. Сварочное оборудование.
9. Комплект ЗИП.
Особенности
- процесс наплавки выполняется в автоматическом режиме без участия оператора;
- система управления на базе программируемого логического контроллера;
- ЖК-панель оператора для формирования программ наплавки и назначения сервисных функций, пульт дистанционного управления для ручного управления;
- сварочное оборудование EWMHightecWeldingGmbh (Германия) инверторного типа со стандартным и импульсным режимом работы;
- минимальные требования к квалификации персонала;
- компактная конструкция установки, не требующая подготовки фундаментного основания;
- возможность наплавки порошковыми проволоками AntinitDUR-290, AntinitDUR-500 и им подобными;
- высокая производительность, высокая повторяемость результатов наплавки без необходимости дополнительной подстройки параметров;
- высокая надежность и длительный срок службы оборудования за счет применения в конструкции станочных элементов - линейных опор качения, шариковинтовых пар, гофрозащиты;
- высокая помехозащищенность системы управления;
- запуск в эксплуатацию с отработкой технологии наплавки/сварки конкретных объектов без дополнительной оплаты.
|
Питающая сеть |
380В,50Гц. |
|
Установленная мощность, не более |
40кВт. |
|
Диаметр и глубина залегания наплавляемых поверхностей |
Ø16-100мм,h до200*мм Ø100-300*мм,h до400мм* |
|
Грузоподъемность вращателя |
400кг.* |
|
Способ наплавки |
MIG-или TIG-процесс |
|
Режим выполнения наплавки |
автоматический по заданной программе |
|
Диаметр электродной проволоки: |
|
|
для клапанов Ø16-100мм |
1.2.1.6;2.0мм |
|
для клапанов Ø100-300мм |
До 2.8мм |
|
Тип и параметры источника питания сварочной дуги* |
инверторный, стандартный режим работы, Iн=420А при ПВ-100%, диапазон регулирования Iн=5-450А |
|
Время выполнения полного цикла наплавки корпуса с отверстием Ø25мм и h=90мм, включая время установки корпуса в приспособлении, время выхода горелки из начальной точки в рабочую и время парковки |
90-120 сек |
|
Режим работы установки |
трехсменный |
|
Число обслуживающего персонала |
один |
|
Перемещение горелки по оси «Х», моторизованное, мм |
550* |
|
Скорость горизонтального перемещения, маршевая, м/мин |
3
|
|
Перемещение горелки по оси «У», ручное, мм |
100* |
|
Перемещение горелки по оси «Z», моторизованное, мм |
400* |
|
Размах поперечных колебаний электрода, мм |
0±25 |
|
Скорость поперечных колебаний электрода, м/час |
0-200 |
|
Скорость вертикального перемещения, маршевая, м/мин |
3 |
|
Частота вращения планшайбы вращателя, об/мин |
0,05 ÷ 16* |
|
Угол наклона планшайбы вращателя, град. |
0 ÷ 50* |
*-параметры могут быть изменены по желанию Заказчика
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0008)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie