
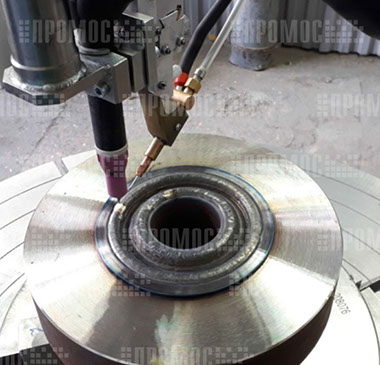
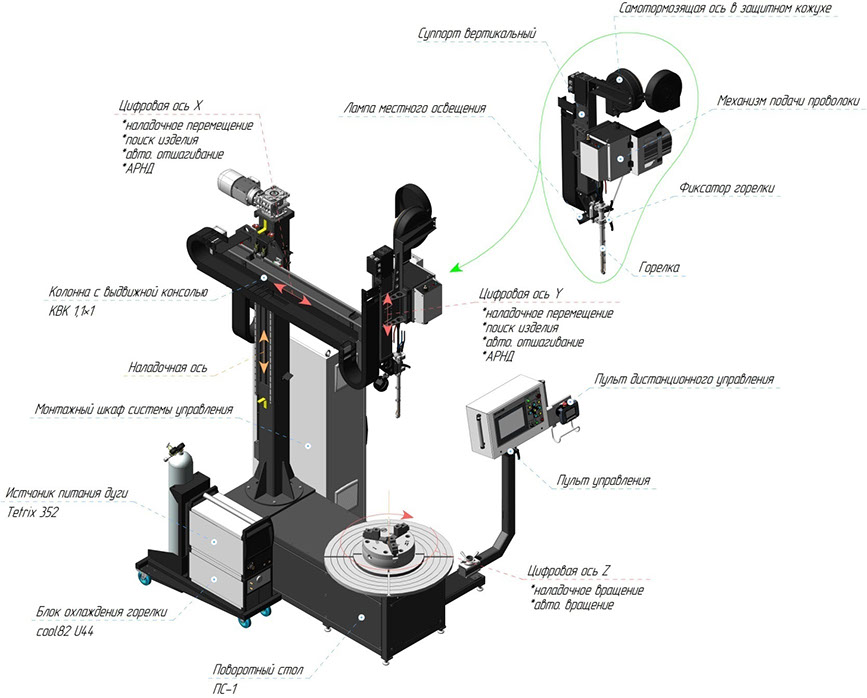
Модель установки УСН 40-1000/1000 GTAW HW (GMAW)
Наплавляемые поверхности внутренние и наружные цилиндрические, в том числе с местами пересечения цилиндров под различными углами, сферические, конические, плоские.
Способы наплавки Gas Tungsten Arc Welding Hot Wire (GTAW HW) Gas Metal Arc Welding (GMAW)
Назначение
с В зависимости от исполнения предназначена для автоматической аргонодуговой наплавки неплавящимся электродом с использованием холодной или подогретой присадочной проволоки (соответственно Gas Tungsten Arc Welding Cold Wire / Hot Wire (GTAW CW / HW) процесс) или для автоматической аргонодуговой наплавки плавящимся электродом (Gas Metal Arc Welding (GMAW) процесс) внутренних и наружных поверхностей тел вращения. Широко применяется в процессе изготовления устьевой и фонтанной арматуры, деталей шаровых кранов, стандартных деталей трубопроводов с использованием наплавки при формировании покрытия стойкого в средах, содержащих сероводород.
Особенности
• Широкий диапазон решаемых задач компактно исполненным оборудованием;
• Токарный патрон, специальные установочные приспособления для позиционирования наплавляемых деталей произвольной формы;
• Водоохлаждаемые машинные горелки с высоким эксплуатационным ресурсом для наплавки отверстий диаметром от 36 мм;
• Высокоточные механические передачи, цифровые сервоприводные оси позволяют оборудованию формировать наплавленные слои с заданной геометрической точностью, характеризующиеся минимальным припуском на последующую механическую обработку;
• Наплавка импульсной дугой, позволяющей контролировать объём сварочной ванны при наплавке в различных пространственных положениях, уменьшить нагрев детали, снизить величину смешивания основного и наплавленного металла, разрушать оксидную плёнку многослойной наплавки для исключения недопустимых несплавлений между валиками;

• Стационарный и дистанционный пульты управления с сенсорным ЖК-дисплеем и дружелюбным интерфейсом;
• Система управления организована на базе ПЛК Siemens, обеспечивающего высокий уровень защиты системы от помех, её стабильность и быстродействие в целом, возможность наплавлять поверхности сложной формы с автоматическим многократным обрывом и возбуждением дуги в требуемых точках;
• Электрокоммутационная аппаратура промышленного исполнения Schneider Electric в составе системы управления позволила добиться её высокого уровня надёжности в эксплуатации с заданным гарантированно длительным ресурсом;
• Автоматическое регулирование напряжения дуги (функция АРНД) обеспечивает возможность наплавлять детали, имеющие радиальное биение при вращении, слежение за дугой осуществляется одновременно по одной цифровой оси или по двум цифровым осям;
• Индикация всех рабочих параметров, в том числе величин перемещений механизмов на пультах управления до и во время наплавки, автоматический поиск поверхности под наплавку и автоматическое бесконтактное возбуждение дуги позволяют наплавлять внутренние поверхности в местах, где визуально контролировать точку начала процесса и зону горения дуги оператору невозможно;
• Пакет рабочих программ для наплавки сложных поверхностей деталей (канавки линзовых уплотнений, места сопряжения цилиндров под различными углами);
• Многоуровневый доступ: администратор, технолог, оператор;
• Протоколирование процесса наплавки по отдельно наплавляемым деталям;
• Программная защита оборудования от распространённых ошибок операторов;
• Технологическое сопровождение (наплавка тестовых образцов при запуске оборудования в эксплуатацию с обеспечением минимальных припусков на механическую обработку, требований на отсутствие недопустимых дефектов, в том числе межкристаллитной коррозии (МКК)).
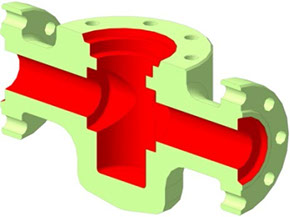
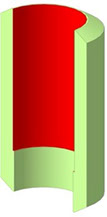
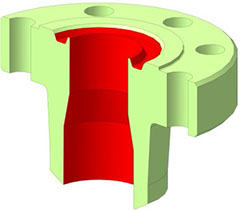
Примеры направляемых деталей


Корпус
Патрубок
Фланец
Угольник
Тройник
Пробка

*Наплавленный металл отмечен красным, основной металл отмечен зелёным.
Состав
Технические
данные
|
Масса наплавляемой детали |
1000/
2500 кг |
|
Внутренний, наружный диаметр
наплавляемой поверхности |
40-1000
мм |
|
Глубина погружение горелки в
наплавляемую деталь |
1000 мм |
|
Максимальный радиус окружности,
описываемой наплавляемой деталью при вращении относительно центра планшайбы |
700 мм |
|
Диаметр планшайбы |
1200 мм |
|
Диаметр присадочной/ электродной
проволоки |
1,0 и
1,2 мм |
|
Диапазон регулирования сварочного тока |
5-350 А |
|
Защитный газ |
аргон высокой
чистоты (содержание
аргона min 99,998 %) |
|
Расход защитного газа |
10-20
л/мин |
|
Габаритные размеры установки (длина×ширина×высота) |
2400×2800×4000 мм |
|
Питающая электросеть |
400 В
(±10 %), 50 Гц |
|
Потребляемая мощность |
не более
25 кВт |
(0061)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie