Установка для автоматической сварки трубных сборок
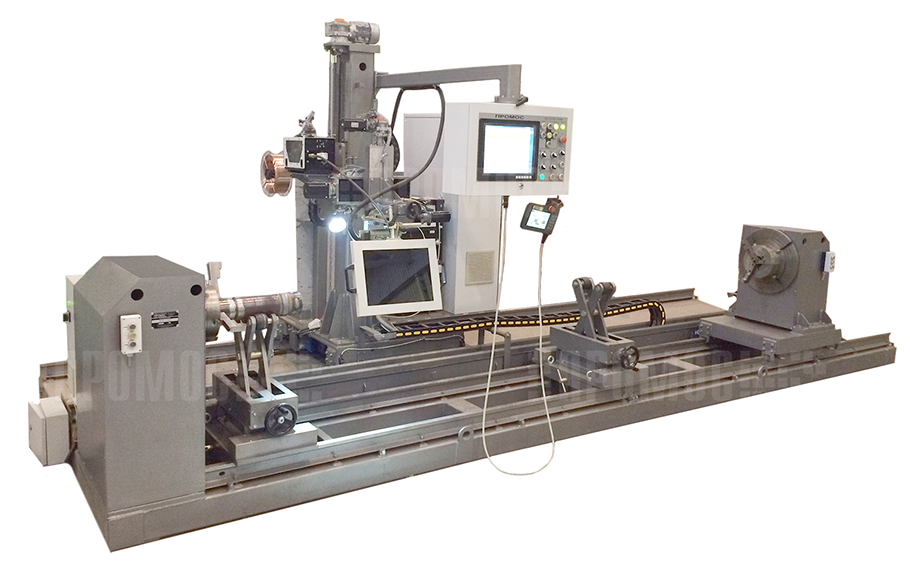
УСН 32-114 GTAW
Установка предназначена для автоматической сварки неплавящимся электродом в среде аргона с холодной присадочной проволокой (GTAW COLD/HOT wire-процесс) кольцевых стыков швов трубных сборок (манифольдов).
Сварка стыковых швов труб может выполняться на весу без необходимости формирующих подкладок с формированием обратного усиления шва под 100%-й рентгенконтроль.Доступны к выполнению также угловые, тавровые и нахлесточные кольцевые швы, прямолинейные продольные швы. Режим сварки многопроходных швов полностью в автоматическом режиме по заданной программе.
Состав
1. Рама-основание;
2. Вращатель сварочный горизонтальный ВС-2;
3. Несущая стойка с консолью на самоходной платформе;
4. Подвесная сварочная головка;
5. Инверторный сварочный аппарат Tetrix 352 RC CW DC и устройство подачи проволоки для роботизированных применений;
6. Система управления на базе ПЛК.
Особенности
Отсутствие брака при сварке ответственных сварных соединений на весу за счет оптимально выбранной технологии и функциональных возможностей оборудования.
Более высокая производительность сварки поворотных сварных соединений, меньшее участие и квалификация операторов, в сравнении с орбитальными головками.
|
- Грузоподъемность, кг |
2000 |
|
- Грузоподъемность каждой опоры вращения и роликоопоры, кг |
1000 |
|
- Наибольший радиус описываемой окружности при вращении свариваемой сборки вокруг горизонтальной оси, мм |
500 |
|
- Высота расположения оси центров до уровня пола, мм |
900 |
|
- Расстояние между центрами вращателя, мм |
100÷4500 |
|
- Ток питающей сети: род напряжение, В частота, Гц |
Переменный 400 50 |
|
- Номинальный сварочный ток, А при ПВ=100% |
350 |
|
- Диапазон регулирования сварочного тока, А |
5÷350 |
|
- Горизонтальный ход колонны, мм |
5000 |
|
- Диаметр присадочной проволоки, мм |
1,0÷1,6 |
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0040)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie