Установка для автоматической сварки кольцевых швов днищ в корпусах задвижек шиберных DN 300-800 и автоматической наплавки уплотнительных поверхностей дисков и колец затворов обратных DN 300-1000
УСН 300-800зш/300-1000зо
GMAW-2D
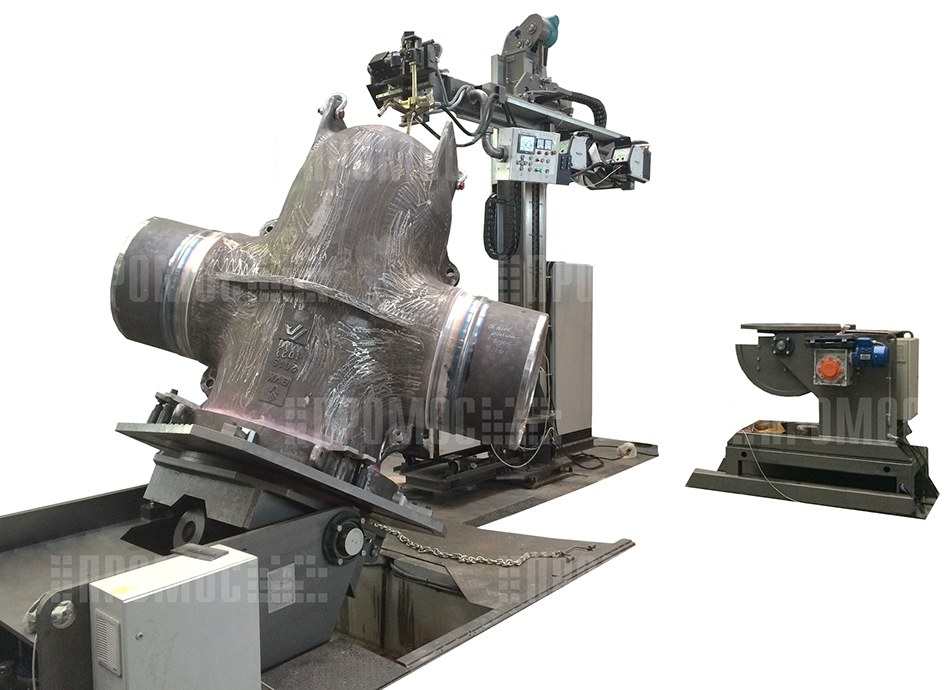
Установка предназначена для автоматической сварки кольцевых швов вварки днищ в корпуса шиберных задвижек DN 300-800 и автоматической наплавки уплотнительных поверхностей дисков и колец затворов обратных DN 300-1000.
Способ выполнения сварных соединений и наплавок - автоматическая сварка плавящимся электродом в смеси газов на основе аргона (GMAW).
Состав
1. Вращатель сварочный ВС-2 , грузоподъемностью 2000 кг;
2. Комплект установочных и центрирующих приспособлений;
3. Вращатель сварочный ВС-10, грузоподъемностью 10 000 кг;
4. Поворотная сварочная колонна с выдвижной консолью;
5. Подвесная универсальная сварочно-наплавочная головка;
6. Две площадки оператора;
7. Сдвижной настил приямка;
8. Светопоглощающее ограждение;
9. Система управления на базе ПЛК;
10. Сварочное оборудование EWM" HW".
|
-Наибольший крутящий момент на оси вращения,Н х м: вращателя ВС-2 вращателя ВС-10 |
4600 20000 |
|
-Наибольший крутящий момент относительно опорной плоскости планшайбы, Н х м: вращателя ВС-2 вращателя ВС-10 |
4600 55000 |
|
-Наибольшая грузоподъемность, кг: вращтеля ВС-2 вращателя ВС-10 |
2000 10000 |
|
-Наибольший угол наклона планшайбы, град: вращателя ВС-2 вращателя ВС-10 |
135 45 |
|
-Частота вращения планшайбы, об/мин: вращателя ВС-2 вращателя Вс-10 |
0,02…1,5 0,014…1,0 |
|
-Привод наклона планшайбы: вращателя ВС-02 вращателя ВС-10 |
электромеханич. гидравлич. |
|
-Номинальный сварочный ток при ПВ 100%, А: вращателя ВС-02 вращателя ВС-10 |
1000 1200 |
|
-Величина вертикального перемещения консоли колонны, мм |
2000 |
|
-Величина горизонтального перемещения консоли колонны, мм |
2000 |
|
-Маршевая скорость вертикального перемещения консоли колонны, мм/мин |
1020 |
|
-Маршевая скорость горизонтального перемещения консоли колонны, мм/мин |
1760 |
|
-Величина вертикального перемещения сварочной головки, мм |
±150 |
|
-Величина горизонтального перемещения сварочной головки, мм |
±150 |
|
-Амплитуда поперечных колебаний электрода, мм |
±25 |
|
-Скорость поперечных колебаний, м/час |
0…180 |
|
-Ток питающей сети: род напряжение, В частота, Гр |
переменный 380 50 |
|
-Номинальный сварочный ток, А при ПВ =100% |
420 |
|
-Диапазон регулирования сварочного тока, А |
5…450 |
|
-Скорость подачи электродной проволоки, м/час |
30…1500 |
|
-Диаметр электродной проволоки, мм: при сварке корня шва и горячего прохода при сварке заполняющих и облицовочных проходов при наплавке проволокой сплошного сечения при наплавке порошковой проволокой в смеси газов |
1,0; 1,2 1,2; 1,6 1,2; 1,6 1,6 |
|
-Способ защиты дуги |
смесь газов на основе аргона |
|
-Расход защитного газа, л/мин |
12…25 |
|
-Потребляемая мощность источника питания Phoenix 451 puls MM 2DV FDW, кВА, не более |
20,7 |
|
-Максимальная потребляемая мощность, кВА, не более |
140 |
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0030)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie