Установка для сборки-сварки кольцевых швов кранов шаровых DN 50-250
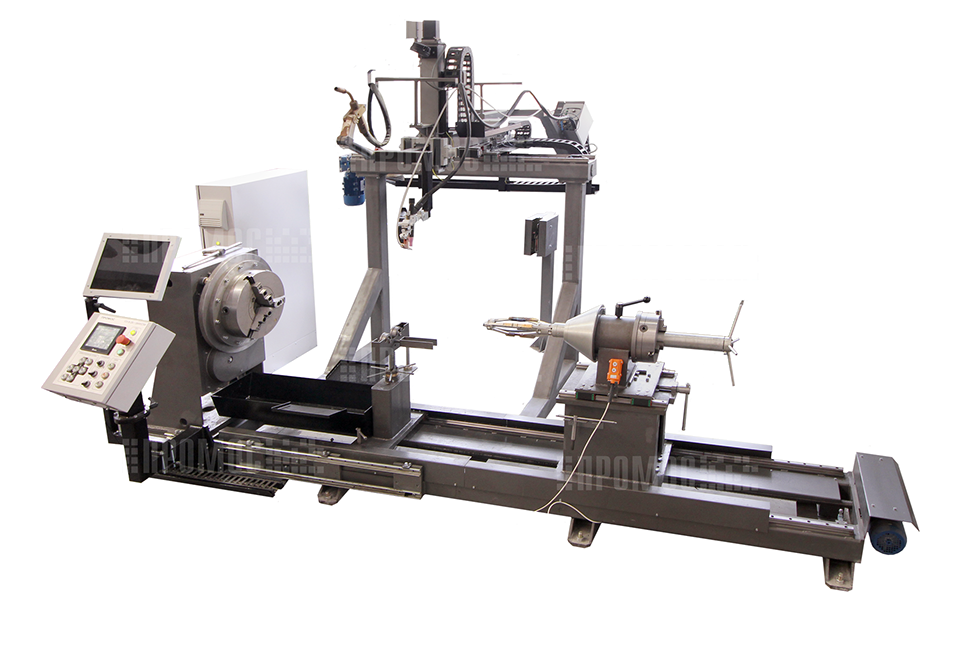
УСН 50-250-1GMAW/GTAW
Установка для сборки-сварки кольцевых швов кранов шаровых DN50-250 модели УСН 50-250-1GMAW/GTAW предназначена для:
– автоматической сварки плавящимся электродом в смеси газов (GMAW-процесс) замыкающих корпусных швов шаровых кранов DN50, 80, 100, 150, 200, 250 с принудительным жидкостным охлаждением внутренней полости шарового крана от перегрева неметаллических уплотнительных элементов шаровой пробки выше 100 градусов;
– механизированной сборки на внутреннем механическом центраторе и односторонней автоматической сварки неплавящимся электродом в среде аргона с присадочной проволокой кольцевого шва приварки катушки к патрубку кранов шаровых DN50, 80, 100, 150, 200, 250.
Состав
1. Рама-основание
2. Опора передняя приводная
3. Опора задняя подвижная
4. Опора вспомогательная роликовая
5. Система позиционирования сварочного инструмента
6. Станция оборотного водоснабжения
7. Система подачи охлаждающей жидкости
8. Комплект сменных центраторов
9. Стойка с газовой горелкой
10. Поддон
11. Переключатель
12. Экрана защитный
13. Шкаф электрический
14. Пульт управления
15. Аппарат для MIG/MAG сварки
16. Аппарат для сварки TIG
17. Устройство подачи проволоки Drive 4X HP
18. Устройство подачи проволоки Euro Tetrix Drive 4L
19. Инфракрасный термометр
Тип сварного соединения корпусных швов – стыковое, одностороннее, замковое или на конструктивной остающейся подкладке толщиной не менее 3мм, с рюмкообразной разделкой кромок.
Тип сварного соединения швов приварки катушек – стыковое, одностороннее, с рюмкообразной разделкой кромок, с притуплением толщиной 1-1,8мм, собираемое без зазора, свариваемое навесу с формированием обратного валика.
Материал свариваемых сборок – низкоуглеродистые низколегированные стали, нержавеющие стали аустенитного класса, стали API5LX70, API5LGrB, предназначенные для эксплуатации при высоких температурах на электростанциях, на нефтехимических, нефтеперерабатывающих и газоперерабатывающих заводах.
Характеристики свариваемых изделий
|
– Масса, кг |
до 500 |
|
|
– Диаметр корпусных швов кранов шаровых, мм |
130...470 |
|
|
– Глубина разделки кромок корпусных швов, мм |
8...40 |
|
|
– Радиус описываемой окружности при вращении свариваемой сборки вокруг оси магистрального прохода, мм |
до 530 |
|
|
– Длина свариваемых сборок при сварке корпусных швов, мм |
368...900 |
|
|
– Длина кранов шаровых в сборе с катушками, мм |
500...2000 |
|
|
– Длина катушек, мм |
75...500 |
|
|
– Толщина стенки катушки в месте приварки к патрубку крана шарового, мм |
5...16,5 |
|
|
– Внутренний диаметр патрубка крана шарового/катушки в месте их сварки между собой: |
|
|
|
|
DN50, мм |
41...49 |
|
|
DN80, мм |
73...81 |
|
|
DN100, мм |
92...104 |
|
|
DN150, мм |
130...150 |
|
|
DN200, мм |
195...203 |
|
|
DN250, мм |
245...252 |
|
– Допускаемая разность диаметров внутренних цилиндрических поверхностей патрубка крана шарового и катушки в месте их сварки, мм |
до 0,25 |
|
|
– Диаметр внутренней цилиндрической поверхности шаровой пробки: |
|
|
|
|
DN50, мм |
49Н11; 49Н12 |
|
|
DN80, мм |
76Н11; 81Н12 |
|
|
DN100, мм |
100Н11; 100Н12 |
|
|
DN150, мм |
148Н12; 150Н11; 150Н12 |
|
|
DN200, мм |
201Н11; 201Н12; 203Н11; 205Н12 |
|
|
DN250, мм |
252Н11; 252Н12 |
|
– Диаметр технологических отверстий шаровой пробки: |
|
|
|
|
DN50, мм |
отсутствует |
|
|
DN80, мм |
отсутствует |
|
|
DN100, мм |
отсутствует |
|
|
DN150, мм |
12,5 |
|
|
DN200, мм |
10; 29 |
|
|
DN250, мм |
20 |
|
– Минимальная дистанция расположения элементов крана шарового от плоскости кольцевого корпусного шва в горизонтальном направлении, мм |
30 |
|
Технические характеристики установки
|
– Наибольший крутящий момент на оси опоры передней приводной, Н×м |
400 |
|||
|
– Частота вращения планшайбы опоры передней приводной, об/мин |
0,06...6 |
|||
|
– Величина горизонтального перемещения горелки вдоль оси изделия, мм |
1200 |
|||
|
– Величина вертикального перемещения горелки, мм |
500 |
|||
|
– Величина горизонтального перемещения горелки в направлении перпендикулярном оси изделия, мм |
650 |
|||
|
– Величина перемещения опоры задней подвижной, мм |
2200 |
|||
|
– Скорость горизонтального перемещения горелки вдоль оси свариваемой сборки, мм/мин |
до 2000 |
|||
|
– Скорость вертикального перемещения горелки, мм/мин |
до 1000 |
|||
|
– Скорость горизонтального перемещения горелки перпендикулярно оси свариваемой сборки, мм/мин |
до 1000 |
|||
|
– Скорость перемещения опоры задней подвижной, мм/мин |
до 1000 |
|||
|
– Параметры поперечных колебаний головки: |
|
|||
|
|
размах, мм |
±25 |
||
|
|
скорость, м/час |
0...180 |
||
|
– Скорость подачи проволоки, м/мин: |
|
|||
|
|
горелки для сварки плавящимся электродом в смеси газов (GMAW-процесс) |
0,5...25 |
||
|
|
горелки для сварки неплавящимся электродом в среде аргона (GTAW-процесс) |
0,2...10 |
||
|
– Диаметр электродной проволоки при сварке плавящимся электродом, мм |
1,2 |
|||
|
– Диаметр присадочной проволоки при сварке неплавящимся электродом, мм |
1,2 |
|||
|
– Диаметр вольфрамового электрода, мм |
3,2; 4,0 |
|||
|
– Номинальный сварочный ток, А при ПВ 100%: |
|
|||
|
|
при сварке плавящимся электродом |
300 |
||
|
|
при сварке неплавящимся электродом |
350 |
||
|
– Диапазон регулирования сварочного тока, А: |
|
|||
|
|
при сварке плавящимся электродом |
5…350 |
||
|
|
при сварке неплавящимся электродом |
5…350 |
||
|
– Защитный газ: |
Аргон 80% + СО2 20%; Аргон 100% |
|||
|
– Расход защитного газа, л/мин |
3…30 |
|||
|
– Объём ёмкости системы оборотного водоснабжения, л |
1000 |
|||
|
– Ток питающей сети: |
|
|||
|
|
напряжение, В |
380 |
||
|
|
частота, Гц |
50 |
||
|
– Максимальная потребляемая мощность, кВА, не более |
40 |
|||
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0049)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie