Установка для автоматической сварки и наплавки деталей шаровых кранов
УСН 50-600/1000 GTAW
Установка для автоматической сварки/наплавки модели УСН 50-600/1000 GTAW предназначена для автоматической сварки и наплавки неплавящимся электродом в инертной защитной среде деталей шаровых кранов:
– односторонняя сварка кольцевых многопроходных швов в нижнем положении;
– наплавка поверхностей круговыми многослойными валиками.
Наплавка осуществляется в режиме автоматической стабилизации длины дугового промежутка по предустановленному напряжению.
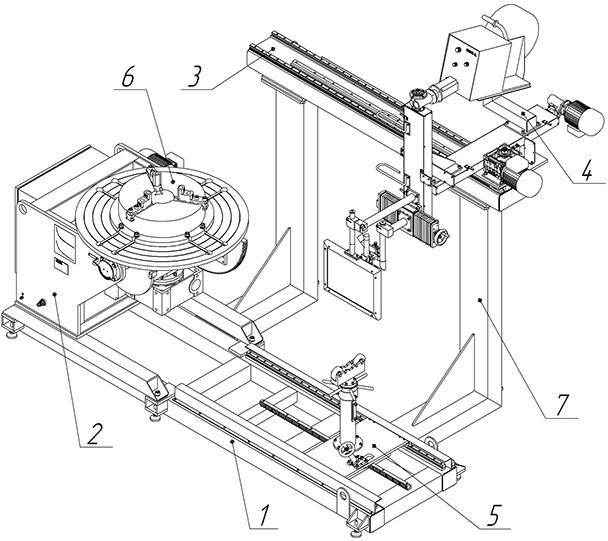
Состав
1. Рама
2. Вращатель
3. Двухопорная направляющая
4. Сварочная головка
5. Холостая роликовая опора
6. Установочное приспособление.
Источник питания сварочной дуги и система управления не показаны на рисунке
Характеристики свариваемых объектов
|
– Наружный диаметр, мм |
50-600 |
|
– Длина, мм |
250-1000 |
|
– Высота наплавляемых деталей от поверхности планшайбы вращателя при вертикальном расположении оси вращения, мм |
450 |
|
– Масса, кг |
600 |
Технические характеристики установки
|
– Наибольший крутящий момент на оси вращения вращателя, Нм |
1000 |
|
|
– Наибольший крутящий момент относительно опорной плоскости планшайбы вращателя, Нм |
1600 |
|
|
– Диаметр планшайбы вращателя, мм |
1000 |
|
|
– Грузоподъемность вращателя, кг |
1000 |
|
|
– Высота от уровня пола до оси вращения, при ее горизонтальном положении, мм |
900 |
|
|
– Диапазон регулирования частоты вращения планшайбы вращателя, об/мин |
0,025...2,5 |
|
|
– Угол наклона планшайбы вращателя, град |
135 |
|
|
|
|
|
|
– Величина перемещения каретки по балке, мм |
1600 |
|
|
– Маршевая скорость перемещения каретки по балке, мм/мин |
2000 |
|
|
– Величина перемещения на выдвижение горелки, мм |
650 |
|
|
– Маршевая скорость выдвижения горелки, мм/мин |
1120 |
|
|
– Установочная скорость выдвижения горелки, мм/мин |
300 |
|
|
– Величина вертикального перемещения горелки, мм |
500 |
|
|
– Маршевая скорость вертикального перемещения горелки, мм/мин |
1800 |
|
|
– Величина горизонтального перемещения горелки вдоль оси вращения детали, мм |
±50 |
|
|
|
|
|
|
– Диапазон регулирования скорости подачи электродной проволоки, м/мин |
0,2...10,0 |
|
|
– Диаметр вольфрамового электрода, мм |
2,4; 3,2; 4,0 |
|
|
– Диаметр присадочной электродной проволоки, мм |
1,2 |
|
|
– Сварочный ток, А при ПВ 100% |
320 |
|
|
– Диапазон регулирования сварочного тока, А |
5...350 |
|
|
– Наклон горелки вдоль оси сварного шва, град |
±30 |
|
|
– Наклон горелки поперек оси сварного шва, град |
±30 |
|
|
|
|
|
|
– Горизонтальный ход роликовой опоры по раме , мм |
1200 |
|
|
– Вертикальный ход роликов роликовой опоры, мм |
180 |
|
|
– Диапазон диаметров цилиндрических поверхностей размещаемых в роликовой опоре, мм |
25-200 |
|
|
|
|
|
|
– Ток питающей сети: |
|
|
|
|
напряжение, В |
400 (-25%...+20%) |
|
|
частота, Гц |
50 |
|
– Максимальная потребляемая мощность, кВА, не более |
15 |
|
|
– Габаритные размеры, мм ( L × В × Н ) |
|
|
|
установки |
2950х2450х2300 |
|
|
сварочного источника Tetrix 351 |
1100х455х1000 |
|
|
– Масса, кг |
|
|
|
установки |
1830 |
|
|
сварочного источника Tetrix 351 |
132 |
|
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0053)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie