Установка для автоматической сварки/наплавки
УСН 50-1200/5500GMAW
Установка для автоматической сварки/наплавки модели УСН50-1200/5500GMAW предназначена для автоматической сварки и наплавки плавящимся электродом в среде защитных газов лопаток направляющих аппаратов гидротурбин.
Способ сварки/наплавки – автоматический плавящимся электродом в газовых сварочных смесях по ГОСТ Р ИСО 14175-2010: 80%Аr+20%CO2 (82%Аr+18%CO2) и 98%Аr+2%CO2.
Сварочная проволока – сплошного сечения или порошковая, рядно намотанная на кассеты типа К-300 (В300/BS300 по EN ISO544).
Диаметр сварочной проволоки – 1,2-1,6 мм.
Предварительный и сопутствующий подогрев мест под наплавку – газовый, до 200ºС. Оборудование для подогрева в состав установки не входит и обеспечивается Заказчиком.
Состав
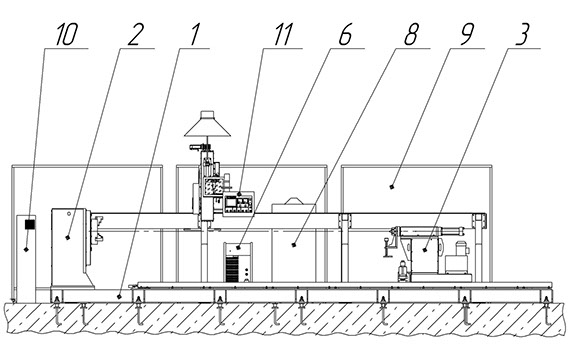
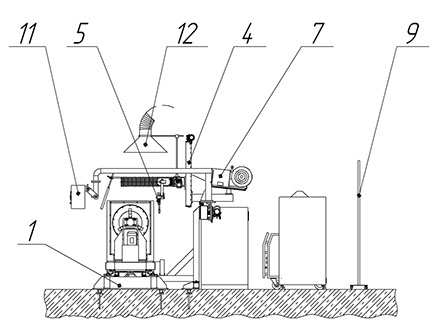
Установка, в соответствии с рисунками, состоит из следующих основных частей: рамы-основания 1, передней приводной неподвижной опоры вращения 2, задней самоходной опоры вращения 3, системы позиционирования сварочной горелки 4, сварочной горелки 5, инверторного сварочного аппарата 6, блока подачи электродной проволоки 7, местного фильтровентиляционного устройства 8, трех светозащитных экранов 9, монтажного шкафа управления 10, пульта управления 11, система вентиляции 12, пульта дистанционного управления, задней самоходной опоры вращения и тележки (на рисунках не показаны).
Характеристики свариваемых/наплавляемых изделий
|
– Диаметр описываемой окружности при вращении изделия вокруг продольной оси, мм |
не более 1300 |
|
– Длина изделий, мм |
не более 5500 |
|
– Масса изделий, кг |
не более 5000 |
|
– Смещение центра тяжести лопатки относительно оси вращения, мм |
не более 100 |
Технические характеристики установки
|
– Грузоподъемность при двухопорном размещении изделий, кг |
6000 |
|
|
– Грузоподъемность передней приводной неподвижной опоры вращения при консольном закреплении изделия, кг |
3000 |
|
|
– Расстояние между центрами, мм |
370...5770 |
|
|
– Частота вращения планшайбы, об/мин |
0,015...2,6 |
|
|
– Высота расположения оси центров установки над уровнем пола, мм |
1150 |
|
|
– Крутящий момент на оси вращения, создаваемый приводом вращения, во всем диапазоне частот вращения, Н×м |
не менее 5000 |
|
|
– Осевое усилие сжатия гидропиноли (регулируемое), кгс |
500...5000 |
|
|
– Ход гидропиноли, мм |
250 |
|
|
– Горизонтальный ход головки вдоль оси центров, мм |
6300 |
|
|
– Вертикальный ход головки, мм |
700 |
|
|
– Горизонтальный ход головки поперек оси центров, мм |
600 |
|
|
– Маршевая скорость горизонтального перемещения головки вдоль оси центров, м/мин |
2 |
|
|
– Маршевая скорость вертикального перемещения головки, м/мин |
2 |
|
|
– Маршевая скорость горизонтального перемещения поперек оси центров установки, м/мин |
2 |
|
|
– Номинальный сварочный ток, А (при ПВ-100%) |
500 |
|
|
– Диапазон регулирования сварочного тока (MIG/MAG/MMA/пост.ток), А |
16...500 |
|
|
– Коэффициент мощности при максимальном токе, % |
0,91 |
|
|
– КПД при максимальном токе, % |
0,87 |
|
|
– Напряжение холостого хода, В |
88 |
|
|
– Емкость бака блока охлаждения инверторного сварочного аппарата, л |
5,5 |
|
|
– Скорость подачи электродной проволоки, м/мин |
0,8...25 |
|
|
– Диаметр электродной проволоки, мм |
1,2...1,6 |
|
|
– Максимальная производительность фильтровентиляционного устройства, м3/ч |
2000 |
|
|
– Максимальное разрежение фильтровентиляционного устройства, Па |
1900 |
|
|
– Эффективность фильтрации фильтровентиляционного устройства, % |
95...99,5 |
|
|
– Площадь фильтрующей поверхности, м2 |
20 |
|
|
– Давление воздуха, подаваемого к системе регенерации фильтра фильтровентиляционного устройства, МПа |
0,6 |
|
|
– Ток питающей сети: |
|
|
|
|
напряжение, В |
380 |
|
|
частота, Гц |
50 |
|
– Потребляемая мощность, кВт |
не более 40 |
|
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0051)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie