Установка для автоматической сварки наружных кольцевых швов приварки фланцев, патрубков к корпусу трубопроводной арматуры и внутренних кольцевых швов вварки стаканов и седел в корпус
УСН 15-100/80-150А (п,ф-к/ст) GMAW
Установка предназначена для автоматической сварки наружных кольцевых (стыковых, угловых, тавровых, нахлесточных) швов приварки патрубков и фланцев к корпусу трубопроводной арматуры и внутренних кольцевых швов вварки стаканов и седел в корпус трубопроводной арматуры.
Установка может быть использована для сварки произвольных изделий, параметры которых не превышают технические характеристики установки.
Способ сварки – автоматический плавящимся электродом в смеси защитных газов на основе аргона с подачей в зону дуги токоведущей проволоки, сплошной или порошковой, одной горелкой.
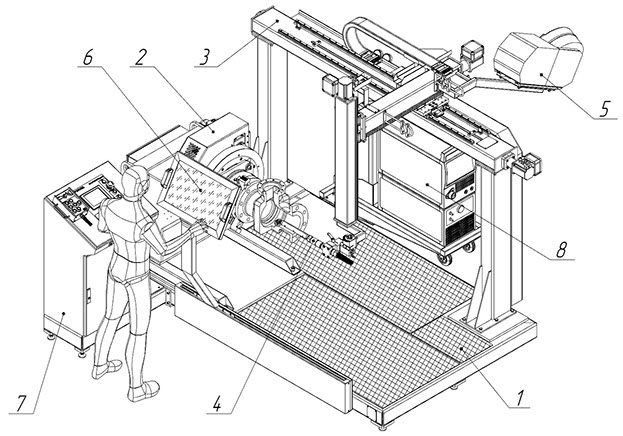
Состав
1. Рама-основание
2. Вращатель с токарным патроном
3. Система позиционирования
4. Сварочная горелка
5. Механизм подачи проволоки
6. Защитный экран
7. Шкаф-пульт управления
8. Инверторный сварочный аппарат
Технические характеристики установки
|
– Диапазон условных проходов трубопроводной арматуры, на которой будут свариваться наружные швы, мм |
15-100 |
|
|
– Диапазон условных проходов трубопроводной арматуры, на которой будут свариваться внутренние швы, мм |
80-150 |
|
|
– Наибольшая масса свариваемых изделий, кг |
200 |
|
|
– Строительная длина свариваемых изделий, мм |
90...500 |
|
|
– Наибольший радиус описываемой окружности при вращении свариваемых изделий вокруг оси магистрального прохода, мм |
550 |
|
|
– Диапазон диаметров свариваемых наружных кольцевых швов, мм |
30-120 |
|
|
– Диапазон диаметров свариваемых внутренних кольцевых швов, мм |
80-150 |
|
|
– Расстояние от торца магистрального патрубка или фланца до внутреннего сварного шва, не более, мм |
300 |
|
|
– Частота вращения шпинделя вращателя, об/мин |
0,1-6,3 |
|
|
– Крутящий момент на шпинделе вращателя, создаваемый приводом вращения, Н×м, не менее |
600 |
|
|
– Диаметр электродной проволоки, мм |
1,0;1,2 |
|
|
– Диапазон регулирования сварочного тока, А |
5-350 |
|
|
–Продолжительность включения при температуре окружающей среды 40°С |
300А/60%; 270А/100% |
|
|
–cos φ |
0,99 |
|
|
– КПД, % |
88 |
|
|
– Напряжение холостого хода, В |
80 |
|
|
–Ёмкость бака блока охлаждения, л. |
4,5 |
|
|
– Ток питающей сети: |
|
|
|
|
напряжение, В |
380 |
|
|
частота, Гц |
50 |
|
– Потребляемая мощность, кВт |
не более 30 |
|
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0052)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie