Установка для автоматической плазменно-порошковой наплавки
УСН 150-1400 РТА TermoConstant
Установка для автоматической плазменно-порошковой наплавки модели УСН 150-1400 РТА TermoConstant предназначена для автоматической наплавки плазменной дугой прямого действия на прямой полярности износостойкими и коррозионно-стойкими материалами уплотнительных и трущихся поверхностей вращения деталей запорной арматуры (дисков, седел, клиньев).
Способ наплавки – кольцевыми валиками с автоматическим отшагиванием сварочного инструмента по вертикали и/или горизонтали при завершении оборота изделия на предустановленный угол с поперечными колебаниями или без, при вертикальной оси вращения планшайбы вращателя.
Конструкция установки обеспечивает наплавку изделий, предварительно подогретых до температуры 600°С вне установки.
Особенности
– получение рабочих поверхностей с заданной твердостью и химическим составом на высоте от 3,0мм с обеспечением требований ПНАЭ Г, ЦКБА и зарубежных стандартов;
– предварительный и сопутствующий подогрев наплавляемой детали непосредственно на установке до температуры, достаточной для наплавки материалами Stellite 6, ЦН-6 в пределах 200-300°С;
– сопутствующий подогрев наплавляемой детали, предотвращающий ее охлаждение ниже температуры предварительного подогрева в пределах 550°С, достаточной для наплавки материалом ЦН-12;
– припуск на механическую обработку в пределах 2,5мм, обусловленный геометрией наплавленного слоя;
– полностью автоматический цикл процесса наплавки.
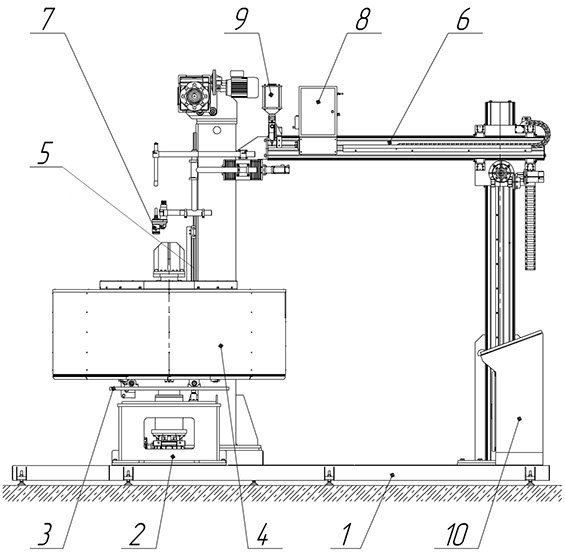
Состав
1. Рама-основание
2. Вращатель
3. Cтол угловой
4. Крышка термостатическая
5. Привод крышки термостатической
6. Колонна
7. Подвесная автоматическая наплавочная головка
8. Блок управления процессом плазменно-порошковой наплавки
9. Два питателя порошка
10. Системы управления.
Блок охлаждения плазмотрона, источник питания, приспособления для наплавки клиньев DN500-600, приспособления для наплавки колец DN500-600, поддона для прокалки порошка, инфракрасного пирометра на рисунке не показаны
Характеристики наплавляемых изделий
|
– Масса, кг |
до 2000 |
|
– Диаметр изделий, мм |
110...1600 |
|
– Ширина наплавки, мм |
до 60 |
|
– Толщина наплавленного слоя (после мех.обработки), мм |
2,5...4 |
|
– Материал изделий |
кремне-марганцовистые, углеродистые, теплоустойчивые хромо-молибденовые стали, нержавеющие аустенитные и др. стали, а также их зарубежные аналоги |
|
– Материал наплавки |
материалы на кобальтовой основе (стеллиты), никелевой основе (ПР-НХ15СР2, ПР-НХ16СР3) железной основе ЦН-6, ЦН-12 и др. |
|
– Вид присадочного материала |
мелкодисперсный порошок российского и зарубежного производства фракцией 50-200мкм |
Технические характеристики установки
|
– Грузоподъемность, кг |
2000 |
|
|
– Крутящий момент на оси вращения вращателя, Н×м |
не менее 500 |
|
|
– Частота вращения планшайбы, об/мин |
0,005...1,5 |
|
|
– Высота от уровня пола до опорной поверхности планшайбы, мм |
900 |
|
|
– Угол установочного ступенчатого наклона рабочей плиты приспособления от плоскости, перпендикулярной оси вращения шпинделя поворотного стола, град |
0, 3, 5, 6, 10 |
|
|
– Горизонтальный ход подвесной автоматической наплавочной головки, мм |
1350 |
|
|
– Вертикальный ход подвесной автоматической наплавочной головки, мм |
1200 |
|
|
– Маршевая скорость горизонтального перемещения подвесной автоматической наплавочной головки, мм/мин |
2000 |
|
|
– Маршевая скорость вертикального перемещения подвесной автоматической наплавочной головки, мм/мин |
1600 |
|
|
– Параметры поперечных колебаний плазмотрона: |
|
|
|
|
скорость, м/час |
0...180 |
|
|
размах, мм |
±25 |
|
– Напряжение холостого хода, В |
70...80 |
|
|
– Диапазон регулирования тока прямой дуги, А |
50...350 |
|
|
– Диапазон регулирования тока косвенной дуги, А |
30...50 |
|
|
– Номинальный ток, А (при ПВ-100%) |
не менее 300 |
|
|
– Общий расход аргона, л/мин |
не более 17 |
|
|
– Производительность процесса наплавки, кг/час |
до 8 |
|
|
– Фракция порошка, мкм: |
|
|
|
|
внутренняя система |
63...200 |
|
|
внешняя система |
53...150 |
|
– Объем подачи порошка, кг/час |
0,5...6,0 |
|
|
– Объем бункеров питателей, л (2 шт.) |
по 3,5 |
|
|
– Система ввода порошка в дугу |
внутренняя и внешняя (сопловая) |
|
|
– Температура предварительного и сопутствующего подогрева наплавляемой детали непосредственно на установке до температуры, °С |
в пределах 200...300 |
|
|
– Поддержание температуры наплавляемой детали, °С |
150...450 |
|
|
– Точность поддержания заданной температуры не грубее, °С |
±50 |
|
|
– Ток питающей сети: |
|
|
|
|
напряжение, В |
380 |
|
|
частота, Гц |
50 |
|
– Максимальная потребляемая мощность, кВт |
не более 80 |
|
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0058)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie