Установка автоматической сварки деталей и узлов специального назначения
СК-2000А
Установка предназначена для автоматической сборки и сварки кольцевых швов свариваемых сборок изделий типа «Корпус», «Стакан центральный» и им подобных.
Виды свариваемых швов – односторонние наружные кольцевые (стыковые, угловые, свариваемые на конструктивной подкладке, или без нее с необходимостью сварки корня шва навесу, в том числе многопроходные).
Способ сварки – автоматический плавящимся электродом в смеси газов (80-95%Аr+5-20%CO2).
Способ выполнения сварных соединений – автоматический по сформированной программе, начиная и
заканчивая в точке парковки сварочной горелки.
Режим работы станка – двухсменный при условии выполнения руководства по эксплуатации и регламента технического обслуживания
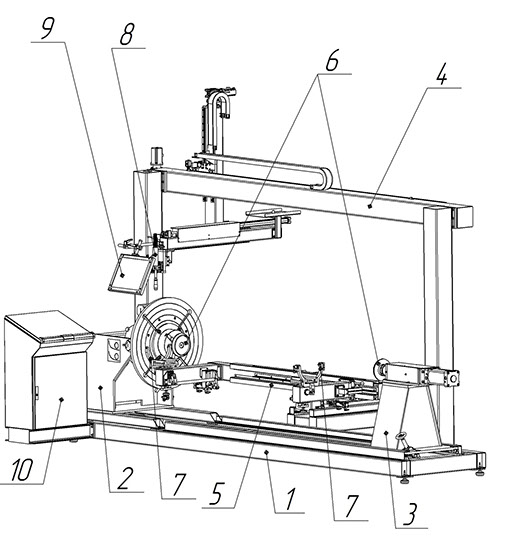
Состав
1. Рама-основание
2. Вращатель
3. Холостая опора вращения
4. Система позиционирования и перемещения сварочного инструмента
5. Система позиционирования сборок изделий относительно оси центров
6. Системы фиксации изделий
7. Системы центрации и поджима изделий
8. Сварочная горелка
9. Защитный экран
10. Система управления.
Блок пневматического, сварочного источника и блок подачи проволоки не показаны на рисунке.
Характеристики свариваемых сборок
|
– Диаметр кольцевых швов, мм |
50...250 |
|
– Длина изделий вдоль оси вращения кольцевых швов с учетом возможных сборочных приспособлений, размещаемых в центрах станка, мм |
100...2500 |
|
– Радиус описываемой окружности при вращении изделия вокруг оси кольцевых швов, мм |
не более 250 |
|
– Масса изделий с учетом возможных сборочных приспособлений, кг |
не более 500 |
|
– Наибольший крутящий момент, создаваемый изделием на оси вращения, Н×м |
750 |
|
– Наибольший крутящий момент, создаваемый изделием относительно опорной плоскости планшайбы вращателя при консольном закреплении изделия, Н×м |
1000 |
|
– Точность расположения кромок сварных соединений относительно приварочных поверхностей (поверхностей закрепления в патроне), величина осевого и радиального биений, мм |
±0,2 |
|
– Материал свариваемых изделий |
низколегированные стали, нержавеющие стали и сплавы, сплавы на основе алюминия |
Технические характеристики станка
|
– Грузоподъемность вращателя при любом положении планшайбы, кг |
570 |
|
|
– Крутящий момент на оси вращения вращателя, Н×м |
не менее 750 |
|
|
– Крутящий момент относительно опорной плоскости планшайбы вращателя, Н×м |
не менее 1000 |
|
|
– Частота вращения планшайбы, об/мин |
0,02...4,6 |
|
|
– Высота от опорных пластин несущей рамы до оси вращения шпинделя при ее горизонтальном положении, мм |
900 |
|
|
– Угол наклона планшайбы вращателя от ее горизонтального положения, град |
0...135 |
|
|
– Грузоподъемность неприводной опоры вращения, кг |
250 |
|
|
– Наибольшее усилие поджима заготовки, кгс |
500 |
|
|
– Ход пневмопиноли, мм |
150 |
|
|
– Расстояние между центрами при не выдвинутой пиноли, мм |
100...2700 |
|
|
– Диапазон регулирования сварочного тока, А |
5...350 |
|
|
– Номинальный ток, А (при ПВ-100%) |
350 |
|
|
– Общий расход аргона, л/мин |
не более 15 |
|
|
– Скорость подачи электродной проволоки, м/мин |
0,5...24 |
|
|
– Диаметр электродной проволоки, мм |
1,0; 1,2 |
|
|
– Ток питающей сети: |
|
|
|
|
напряжение, В |
380 |
|
|
частота, Гц |
50 |
|
– Потребляемая мощность, кВт |
не более 25 |
|
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0045)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie