Установка для сборки-сварки кольцевых швов приварки колец переходных (трубных катушек) к патрубкам кранов шаровых DN 300-1000, корпусам задвижек шиберных DN 300-800, корпусам задвижек клиновых DN 300-1000
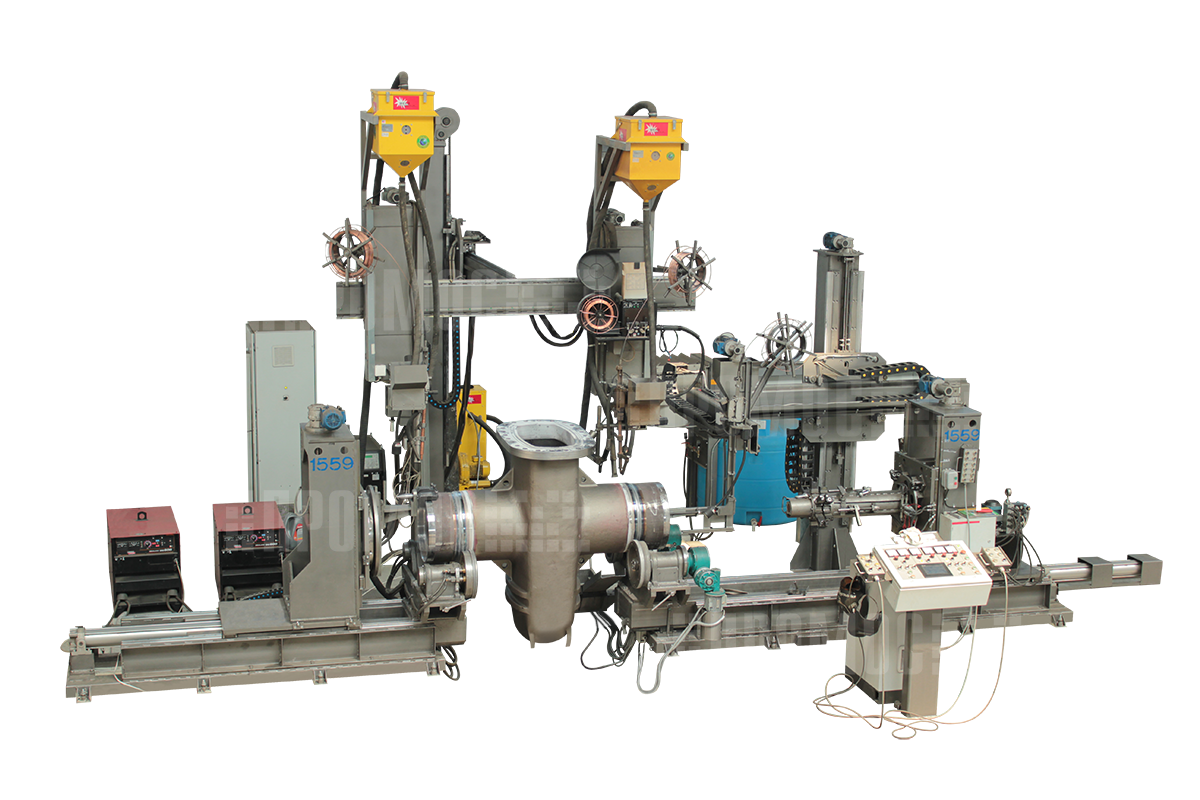
УСН 300-1000кзк
Установка УСН 300-1000кзк предназначена для:
- последовательной механизированной сборки колец переходных (трубных катушек), с патрубками кранов шаровых, корпусами шиберных и клиновых задвижек;
-последовательной сварки кольцевых швов приварки катушек к патрубкам кранов шаровых, корпусам шиберных и клиновых задвижек снаружи;
- последовательной сварки кольцевых швов приварки катушек к патрубкам кранов шаровых, корпусам шиберных и клиновых задвижек изнутри;
- последовательной или параллельной сварки кольцевых швов приварки патрубков к корпусу кранов шаровых, кольцевых швов полукорпусов между собой, корпусных швов кранов шаровых DN 300-1000;
Способы сварки:
- автоматическая сварка под слоем флюса цельнотянутой проволокой (SAW);
- автоматическая сварка плавящимся электродом в смеси газов (GMAW);
- комбинированная автоматическая сварка (SAW+GMAW).
Состав
1. Двухсекционный роликовый вращатель с системой синхронного раздвижения роликов вдоль и поперек оси вращения, грузоподъемностью 15 000 кг;
2. Приводная опора вращения, обеспечивающая вращение свариваемой сборки, оснащенная механизмом установочного перемещения вдоль оси вращения и "плавающим" центром;
3. Автоматическая головка для сварки внутренних кольцевых швов приварки катушек с системой подачи и удаления из зоны сварки;
4. Сварочная колонна с двумя головками для сварки кольцевых швов снаружи, оснащенная системой позиционирования головок относительно свариваемых сборок, флюсоаппаратурой рециркуляционного типа;
5. Самоходная гидравлическая установка с комплексом съемных внутренних центраторов для бесприхватной сборки кольцевых стыков патрубков арматуры и катушек переходных диаметром 300-1000 мм;
6. Система замкнутого жидкостного охлаждения шарового крана;
7. Система управления на базе ПЛК;
8. Сварочное оборудование.
Особенности
Реализует технологию бесприхваточной сборки и последующей бездефектной сварки кольцевых швов приварки колец переходных к патрубкам кранов шаровых и шиберных задвижек с минимальными трудозатратами.
Реализует технологию сварки кольцевых замыкающих швов кранов шаровых в сборе с эффективным охлаждением уплотнений шаровой пробки по оригинальной схеме.
Высокая производительность процесса сварки за счет возможности сварки двух швов одновременно двумя головками.
|
Краны шаровые DN 300-1000 |
||
|
-Наружный диаметр корпусных швов, мм |
546-1700 |
|
|
-Глубина разделки корпусных швов, мм |
до 90 |
|
|
-Наибольший радиус описываемой окружности при вращении крана вокруг продольной оси, мм |
1280 |
|
|
-Масса свариваемых сборок, кг |
до 15000 |
|
|
-Материал свариваемых деталей |
09Г2С+09Г2С; 20+09Г2С, 10Г2С1, А350LF2 и аналоги(корпусные детали); 09Г2С(20)+К30-К50 (катушки) |
|
|
Задвижки шиберные DN 300-1200 |
||
|
-Наибольший радиус описываемой окружности при вращении задвижки вокруг продольной оси, мм |
1500 |
|
|
-Масса свариваемых сборок, кг |
до 6000 |
|
|
-Наибольший крутящий момент, создаваемый свариваемой сборкой на оси вращения, Н×м |
10000 |
|
|
-Материал свариваемых деталей |
20Л (20ГЛ)+08ГБЮ (10Г2ФБЮ, 09Г2С) |
|
|
Задвижки клиновые DN 300-1200 |
||
|
-Масса свариваемых сборок, кг |
до 10 000 |
|
|
-Радиус описываемой окружности при вращении свариваемой сборки вокруг оси магистрального прохода, мм |
до 1700 |
|
|
-Наибольший крутящий момент, создаваемый свариваемой сборкой на оси вращения, Н×м |
10 000 |
|
|
-Ток питающей сети: род напряжение, В частота, Гц |
переменный 400 50 |
|
|
-Номинальный сварочный ток, А при ПВ=100% источника питания DC 1000 источника питания Phoenix 351 |
1000 350 |
|
|
-Диапазон регулирования сварочного тока, А источник питания DC 600 источник питания Phoenix 351 |
100-1300 5÷350 |
|
|
|
||
|
-Диаметр электродной проволоки, мм под слоем флюса в среде защитных газов |
2,0-4,0 1,2-1,6 |
|
|
-Способ защиты дуги |
флюс/газ |
|
|
-Максимальная потребляемая мощность, кВа, не более |
140 |
|
|
-Свариваемые стали |
Конструкционные, низкоуглеродистые, низколегированные, нержавеющие и др.стали |
|
|
-Номинальный сварочный ток при сварке под слоем флюса (ПВ-100%), А |
1000 |
|
|
-Пределы регулирования сварочного тока при сварке под слоем флюса, А |
150-1300 |
|
|
-Номинальный сварочный ток при сварке в среде защитных газов (ПВ-100%), А |
420 |
|
|
-Пределы регулирования сварочного тока при сварке в среде защитных газов, А |
5-500 |
|
|
-Производительность процесса сварки, кг/час |
до 10 |
|
|
-Время сборки кольцевого стыка без ручного труда, мин |
в пределах 7 |
|
|
-Питающая сеть |
380 В, 50 Гц |
|
*-параметры могут быть изменены по желанию Заказчика.
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0025+0017)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie