Комплекс для автоматической однодуговой сварки под слоем флюса кольцевых и продольных швов обечаек
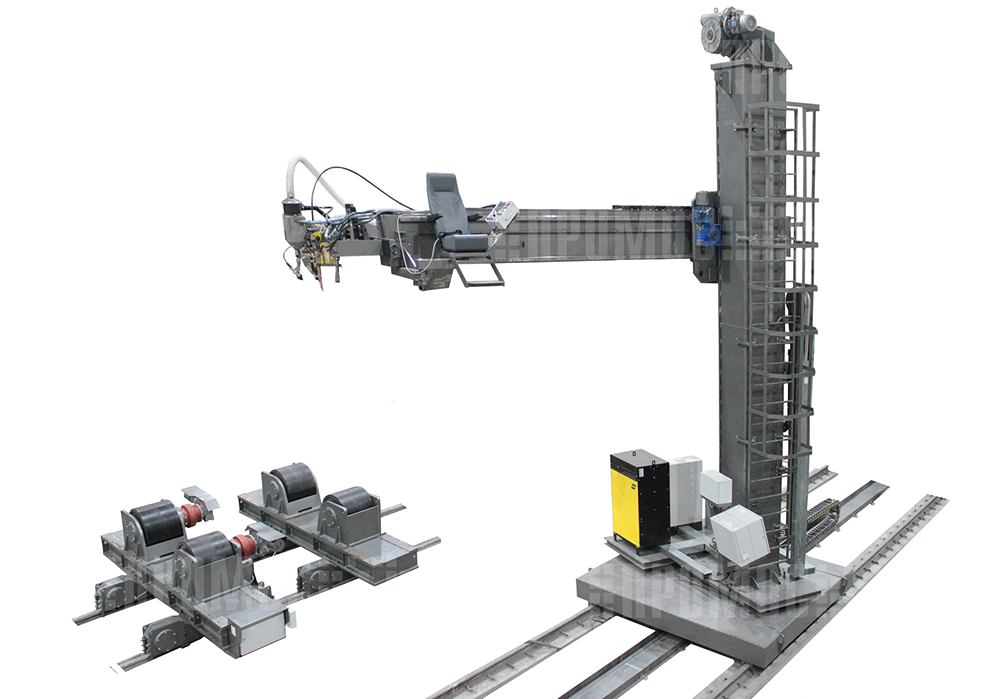
УСН 5х4 SAW
Предназначены для выполнения автоматической сварки кольцевых и продольных швов обечаек, сосудов собранных из обечаек диаметром от 300 до 5000 мм., массой до 300 000 кг.
Способы и методы сварки:
1. Автоматическая под слоем флюса (SAW):
-одиночным и стержневым электродом;
-двухдуговой (TANDEM-процесс);
-расщепленным электродом (TWIN-процесс);
-ленточным электродом.
2. Электрошлаковая сварка и наплавка:
-многодуговая стержневым электродом;
-лентой с магнитным принудительным формированием ванны расплавленного металла.
3. Автоматическая сварка плавящимся электродом в смеси газов (GMAW).
4. Автоматическая сварка неплавящимся электродом в инертной среде (GTAW) с одной или двумя холодными или подогретыми проволоками (COLD, HOT WIRE), на постоянном или переменном токе.
5. Плазменная сварка на прямой или обратной полярности с присадочной проволокой, в том числе алюминиевых, титановых сплавов, бронз и т.д.
Состав оборудования
1. Оборудование для размещения, позиционирования и перемещения объектов со сварочной скоростью.
1.1. Вращатель роликовый (ВР) секционный с одинарными или балансирными роликовыми блоками, напольного размещения или на рельсовых тележках, в том числе с системой антидрейфа, грузоподъемностью от 2,5 до 300 тн.
1.2. Вращатель сварочный универсальный (ВС), грузоподъемностью от 0,2 до 50 тн.
1.3. Вращатель двухстоечный (ДВ), в том числе колыбельного типа (ВД), грузоподъемностью от 1 до 100 тн.
1.4. Поворотный сварочный стол (ПС), грузоподъемностью от 0,2 до 50 тн.
2. Оборудование для позиционирования сварочного инструмента относительно обрабатываемого объекта в установочном режиме и со сварочной скоростью.
2.1. Самоходная или стационарная колонна с выдвижной консолью (КВК) с размерами хода по вертикали/горизонтали от 0,5/0,5 м. до 6/6 м.
2.2.Самоходная сварочная установка портального или консольного типа с вылетом стрелы, шириной рабочего пространства до 6 м.
2.3. Горизонтальная балка-направляющая.
3. Сварочная головка.
3.1 Самоходная или подвесная.
3.2. Для сварки на открытых участках и труднодоступных местах, одно- и многоэлектродная.
3.3. Одноэлектродная и многоэлектродная, в том числе в узкощелевую разделку.
4. Вспомогательная система.
4.1. Тактильная система слежения по двум координатам.
4.2. Бесконтактная лазерная система слежения по одной или двум координатам, в том числе для адаптивного заполнения разделки.
4.3. Система стабилизации дуги по напряжению на постоянном и переменном токе (AVC).
4.4. Видеонаблюдение для сварки под флюсом и в среде защитных газов с функцией генератора перекрестия.
4.5. Система поперечных колебаний электрода.
5. Флюсоаппаратура рециркуляционного типа.
5.1. Эжекторный принцип работы ("Трубка Вентури"), в том числе с вынесенным циклоном и фильтром.
5.2. Насосно-вакуумный принцип работы в комплексе с магнитным сепаратором, системой отделения пылевой фракции.
5.3. Подающего пневматического типа с датчиком контроля уровня флюса в пневмобункере, системой подогрева флюса.
6. Система управления на базе ПЛК или системой ЧПУ.
7. Система записи и архивации сварочных режимов.
WeldCloud ESAB- это надежная и гибкая система управления сварочными процессами, позволяющая управлять сварочными процессами, анализировать и выявлять факторы способствующие повышению производительности, качества и финансовых результатов.
В режиме реального времени данные качества сварки:
-напряжение, сила тока;
-скорость сварки;
-скорсть подачи проволоки;
-расчетная глубина проплавления и тепловложения;
-деталь/узел/№ сварного шва;
-опционально: дополнительные датчики, например положение сварки.
Параметры оборудования:
-настройки (полярность, частота, баланс, смещение и т.д.);
-применяемый сварочный материал;
-сварщик-оператор (с собственным логином);
-упрощенное подключение оборудования к локальной сети;
-состояние оборудования.
|
- Длина рельсового пути, мм |
18000 |
|
- Наибольшая грузоподъемность вращателя роликового, кг |
160 000 |
|
- Количество секций роликовых, шт |
2 |
|
- Наибольшая грузоподъемность секции роликовой, кг |
80 000 |
|
- Скорость сварки, обеспечиваемая вращением полноприводной роликовой секции, м/час |
2-120 |
|
- Скорость вертикального перемещения консоли колонны, мм/мин маршевая |
≤1600 |
|
- Скорость горизонтального перемещения консоли колонны, мм/мин маршевая установочная |
≤2000 100 |
|
- Сварочная скорость создаваемая приводом горизонтального перемещения консоли колонны, м/час |
2…120 |
|
- Величина вертикального перемещения консоли колонны,мм |
5000 |
|
- Величина горизонтального перемещения консоли колонны, мм |
4000 |
|
- Ток питающей сети: род напряжение, В частота, Гц |
Переменный 400 50-60 |
|
- Максимальный сварочный ток, А при ПВ 100% |
1250 |
|
- Диапазон регулирования, А/В |
100/24…1250/44 |
|
- Потребляемая мощность х.х, кВт, не более |
0,21 |
|
- Напряжение холостого хода, В |
51 |
|
- КПД при максимальном токе, % |
88 |
|
- Коэффициент мощности |
0,94 |
|
- Диаметр электродной проволоки, мм |
3…5 |
|
- Скорость подачи электродной проволоки, м/мин |
0,4…8 |
|
- Способ защиты дуги |
флюс |
|
- Величина смещения мундштука относительно точки зенита, мм |
±150 |
При заказе оборудования уточняйте технические характеристики. ООО "ПРОМОС" оставляет за собой право вносить изменения в конструкцию выпускаемого оборудования без ухудшения эксплуатационных характеристик.
(0043)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie