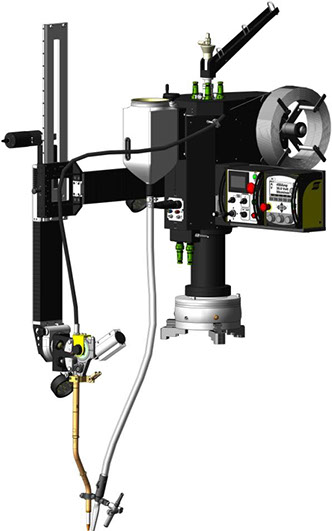
Модель установки
Автоматическая головка с вращающимся сварочным инструментом для сварки кольцевых швов в мобильном исполнении («вертушка»)
ГМ 50-1000 SAW (GMAW)
С
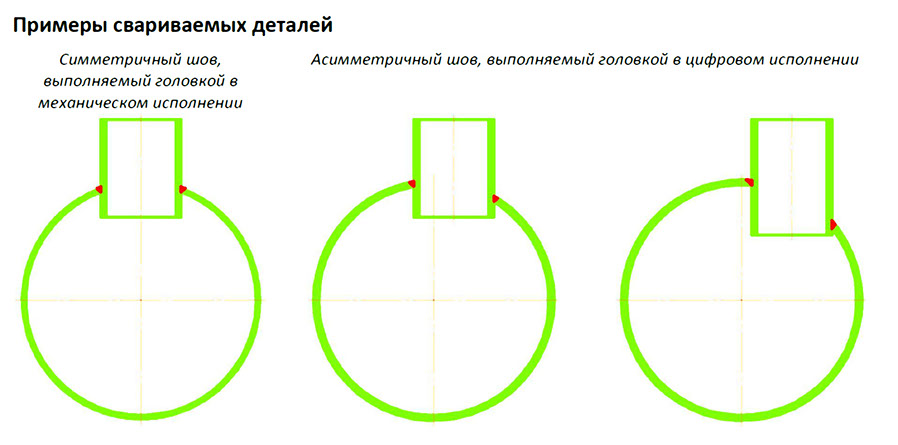
Свариваемые детали
Патрубок с обечайкой, патрубок с днищем Способы сварки
Submerged Arc Welding (SAW), Gas Metal Arc Welding (GMAW)
Назначение
• В зависимости от исполнения предназначена для автоматической сварки под флюсом (Submerged Arc Welding (SAW) процесс) или для автоматической сварки плавящимся электродом в защитном газе (Gas Metal Arc Welding (GMAW) процесс) симметричных или асимметричных швов вварки патрубков в обечайки и днища корпусов сосудов и др. подобных устройств. Широко применяется в процессе изготовления сосудов котельного и нефтегазодобывающего оборудования (КО и НГДО) при вварке арматуры (патрубки, люки и т.п.) в корпус сосудов с большой толщиной стенки.
Особенности
• Бесконечное вращение сварочного инструмента при многопроходной сварке за счёт использования в конструкции оборудования специальных муфт передачи сред (газ, вода, воздух) и управляющих сигналов с неподвижных элементов на подвижные;
• Поставляется в универсальном исполнении как для сварки под слоем флюса (SAW), так и для сварки плавящимся электродом в защитном газе (GMAW);
• Высокоточные механические передачи, обеспечивающие плавное перемещение сварочного инструмента без рывков вдоль траектории свариваемого шва;
• Быстроцентрируемые специальные установочные приспособления для монтажа оборудования на патрубки с различным внутренним диаметром;
• Сварочный инструмент (мундштуки, горелки) для сварки деталей различной конфигурации с различной толщиной стенки и разделкой кромок;
• Контактная группа (узел токоподвода) и сварочный инструмент с водяным охлаждением, что обеспечивает возможность длительной эксплуатации оборудования на повышенных режимах сварки при высокой производительности сварочного процесса;
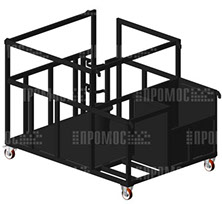
• Транспортная тележка для хранения и перемещения всего комплекта оборудования;
• Индивидуальные площадки оператора для безопасной и комфортной работы с сосудами различных диаметров (опция);
• Мобильная флюсоаппаратура для сбора нерасплавившегося флюса с поверхности шва (опция);
• Исполнение для сварки симметричных швов, расположенных на главных осях сосуда, с кулисно-кривошипным механизмом отработки седловидной траектории сварного шва (механическое исполнение) или для сварки симметричных и асимметричных швов с цифровыми программируемыми осями для перемещения сварочного инструмента по заданной траектории (цифровое исполнение); Цифровые источники питания дуги ESAB (Швеция) или EWM AG (Германия) с функцией стабилизации заданных параметров горения дуги (ток и напряжение), обеспечивающие стабильную геометрию формы валика; Пульт управления с сенсорным ЖК-дисплеем и дружелюбным интерфейсом для освоения; Предустановка параметров процесса сварки (скорость, ток, напряжение, направление вращения); Протоколирование процесса сварки по отдельно свариваемым деталям; Программная защита оборудования от распространённых ошибок операторов;
• Технологическое сопровождение (сварка тестовых образцов при запуске оборудования в эксплуатацию с обеспечением требований на отсутствие недопустимых дефектов).



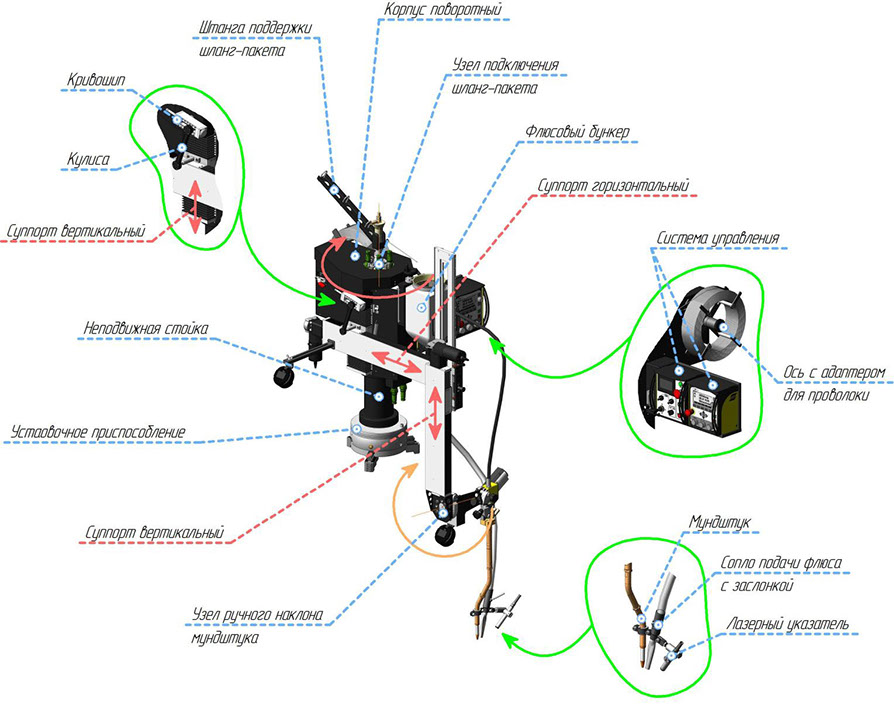
Состав
Технические
данные
|
Диаметр ввариваемых патрубков |
50-1000
мм |
|
Толщина свариваемых деталей |
6-100 мм |
|
Высота патрубков |
до 1200
мм |
|
Отношение диаметра корпуса к диаметру
патрубка |
≥
3 |
|
Диаметр электродной проволоки |
1,2-4,0
мм |
|
Диапазон регулирования сварочного тока |
60-800 А |
|
Сварочный ток при ПВ = 100 % |
630 А |
|
Питающая электросеть |
400 В
(±10 %), 50 Гц |
|
Потребляемая мощность |
не более
30 кВт |
(1007)
manager@promos-ls.ru
Россия, г. Пенза,
ул. Гагарина, 11а
8 (8412) 99 64 73
8 (8412) 23 64 73
Политика ООО "ПРОМОС" в области обработки персональных данных
Политика использования файлов cookie